
3Д принтер возможности: что можно напечатать с помощью 3D принтера
Как работают 3D принтеры по металлу. Обзор SLM и DMLS технологий. Аддитивное производство. 3D печать металлом.
3D печать металлами. Аддитивные технологии.
SLM или DMLS: в чем разница?
Всем привет, Друзья! С Вами 3DTool!
Каталог 3D принтеров по металлу BLT
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) — это два процесса аддитивного производства, которые принадлежат к семейству 3D-печати, с использованием метода порошкового наслоения. Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц: SLM использует металлические порошки с одной температурой плавления и полностью плавит частицы, тогда как в DMLS порошок состоит из материалов с переменными точками плавления.
В частности:
SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
И SLM, и DMLS технологии используются в промышленности для создания конечных инженерных продуктов. В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
Существуют и другие технологические процессы для производства плотных металлических деталей, такие как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM). Их доступность и распространение довольно ограничены, поэтому они не будут представлены в данной статье.
 Как происходит 3D печать металлом SLM или DMLS.
Как происходит 3D печать металлом SLM или DMLS. Как работает 3D печать металлом? Основной процесс изготовления для SLM и DMLS очень похожи.
1. Камера, в которой происходит печать, сначала заполняется инертным газом (например, аргоном), чтобы минимизировать окисление металлического порошка. Затем она нагревается до оптимальной рабочей температуры.
2. Слой порошка распределяется по платформе, мощный лазер делает проходы по заданной траектории в программе, сплавляя металлические частицы вместе и создавая следующий слой.
3. Когда процесс спекания завершен, платформа перемещается вниз на 1 слой. Далее наносится еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока печать всей модели не будет завершена.
Когда процесс печати завершен, металлический порошок уже имеет прочные связи в структуре. В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки.
В отличие от процесса SLS, детали прикрепляются к платформе через опорные конструкции. Опора в 3D-печати металлом, создаётся из того же материала, что базовая деталь. Это условие необходимо для уменьшения деформаций, которые могут возникнуть из-за высоких температур обработки.
Когда камера 3D принтера охлаждается до комнатной температуры, излишки порошка удаляются вручную, например щеткой. Затем детали как правило подвергаются термообработке, пока они еще прикреплены к платформе. Делается это для снятия любых остаточных напряжений. Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.
В SLM и DMLS почти все параметры процесса устанавливаются производителем. Высота слоя, используемого в 3D-печати металлами, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (текучести, гранулометрического состава, формы и т. д.).
Базовый размер области печати на металлических 3D принтерах составляет 200 x 150 x 150 мм, но бывают и более большие размеры рабочего поля.
 Точность печати составляет от 50 — 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT.
Точность печати составляет от 50 — 100 микрон. По состоянию на 2020 год, стоимость 3D принтеров по металлу начинается от 150 000 долларов США. Например наша компания предлагает 3D принтеры по металлу от BLT. 3D принтеры по металлу, могут использоваться для мелкосерийного производства, но возможности таких систем в 3D-печати, больше напоминают возможности серийного производства на машинах FDM или SLA.
Металлический порошок в SLM и DMLS пригоден для вторичной переработки: обычно расходуется менее 5%. После каждого отпечатка неиспользованный порошок собирают и просеивают, а затем доливают свежим материалом до уровня, необходимого для следующего изготовления.
Адгезия между слоями.
3D печать металлом на 3D принтерах BLT
Металлические детали SLM и DMLS обладают практически изотропными механическими и термическими свойствами.
 Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки).
Они твердые и имеют очень небольшую внутреннюю пористость (менее 0,2 % в состоянии после 3D печати и практически отсутствуют после обработки). Металлические печатные детали имеют более высокую прочность и твердость и часто являются более гибкими, чем детали, изготовленные традиционным способом. Тем не менее, такой металл быстрее становится «уставшим». Структура поддержки 3D модели и ориентация детали на рабочей платформе.
Опорные конструкции всегда требуются при печати металлом, из-за очень высокой температуры обработки. Они обычно строятся с использованием решетчатого узора.
Поддержки в металлической 3D печати выполняют 3 функции:
• Они делают основание для создания первого слоя детали.
• Они закрепляют деталь на платформе и предотвращают её деформацию.
• Они действуют как теплоотвод, отводя тепло от модели.
Детали часто ориентированы под углом. Однако это увеличит и объем необходимых поддержек, время печати, и в конечном итоге общие затраты.
Деформация также может быть сведена к минимуму с помощью шаблонов лазерного спекания. Эта стратегия предотвращает накопление остаточных напряжений в любом конкретном направлении и добавляет характерную текстуру поверхности детали.
Поскольку стоимость металлической печати очень большая, для прогнозирования поведения детали во время обработки часто используются программные симуляторы. Это алгоритмы оптимизации топологии в прочем используются не только для увеличения механических характеристик и создания облегченных частей, но и для того, чтобы свести к минимуму потребности в поддержках и вероятности искривления детали.
Полые секции и легкие конструкции.
Пример печати на 3D принтере BLT
В отличие от процессов плавления с полимерным порошком, таких как SLS, большие полые секции обычно не используются в металлической печати, так как поддержки будет очень сложно удалить, если вообще возможно.

Для внутренних каналов больше, чем Ø 8 мм, рекомендуется использовать алмазные или каплевидные поперечные сечения вместо круглых, так как они не требуют построения поддержек. Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.
В качестве альтернативы полым секциям, детали могут быть выполнены с оболочкой и сердечниками, которые в свою очередь обрабатываются с использованием различной мощности лазера и скорости его проходов, что приводит к различным свойствам материала. Использование оболочки и сердечников очень полезно при изготовлении деталей с большим сплошным сечением, поскольку это значительно сокращает время печати и уменьшает вероятность деформации.
Использование решетчатой структуры является распространенной стратегией в 3D-печати металлом, для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органичных легких форм.

Технологии SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт, хром и инконель. Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316 стоит примерно 350-450 долларов. По этой причине минимизация объема детали и необходимость поддержек является ключом к поддержанию оптимальной стоимости производства.
Основным преимуществом металлической 3D-печати является ее совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые супер сплавы, которые очень трудно обрабатывать традиционными методами.
Постобработка металла.
Различные методы пост. обработки используются для улучшения механических свойств, точности и внешнего вида металлических печатных изделий.
Обязательные этапы последующей обработки включают удаление рассыпного порошка и опорных конструкций, в то время как термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках ЧПУ может быть использована для критически важных элементов (таких как отверстия или резьбы). Пескоструйная обработка, металлизация, полировка и микрообработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.

Плюсы:
1. 3D печать с использованием металла, может быть использована для изготовления сложных деталей на заказ, с геометрией, которую традиционные методы производства не смогут обеспечить.
2. Металлические 3D печатные детали могут быть оптимизированы, чтобы увеличить их производительность при минимальном весе.
3. Металлические 3D-печатные детали имеют отличные физические свойства, 3D принтеры по металлу могут печатать большим перечнем металлов и сплавов. Включают в себя трудно обрабатываемые материалы и металлические суперсплавы.
Минусы:
1. Затраты на изготовление, связанные с металлической 3D-печатью, высоки. Стоимость расходного материала от 500$ за 1 кг.
2. Размер рабочей области в 3D принтерах по металлу ограничен.
• 3D печать металлом наиболее подходит для сложных, штучных деталей, которые сложно или очень дорого изготовить традиционными методами, например на станке ЧПУ.
• Уменьшение потребностей в построении поддержек, значительно снизит стоимость печати при помощи металла.
• Металлические 3D-печатные детали имеют отличные механические свойства и могут быть изготовлены из широкого спектра инженерных материалов, включая суперсплавы.
А на этом у нас Все! Надеемся, статья была для Вас полезна.
Каталог 3D принтеров по металлу BLT
Приобрести 3d-принтеры по металлу, а так же любые другие 3d-принтеры и ЧПУ станки, вы можете у нас, связавшись с нами:
• По электронной почте: [email protected]
• По телефону: 8(800)775-86-69
• Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
ВКонтакте
Новые возможности 3D принтеров PICASO 3D Desinger X series.
 Управление по СЕТИ.
Управление по СЕТИ.Содержание:
- 1. Список обновлений
- 2. Поддержка режима работы по сети.
- 2.1. Сетевой интерфейс в программе
- 2.2. Настойка сетевого интерфейса в 3D принтере
- 3. Файловая система
- 3.1 Принт листы
- 3.2 Обновленное меню «Печать»
- 4. Минорные обновления и исправления старых ошибок
- 4.1 Polygon X
- 4.2 Интерфейс принтера.
- 5. Анонс будущих обновлений.
Ссылки на предыдущие статьи этого цикла:
Всем привет, друзья! С Вами компания 3Dtool!
В этой статье мы хотели бы подробно рассказать Вам о обновлениях программного пакета Polygon X и новой версии аппаратной прошивки для 3D принтеров PICASO 3D Designer X, Designer X PRO, Designer XL. Мы подробно расскажем о том, что нового было добавлено, как эти функции работают и как вы можете использовать их в своей повседневной работе с устройством!
Для начала приведем официальный список обновлений в новых версиях прошивки и программы -слайсера и постараемся раскрыть его поподробнее.
Как легко заметить, основным нововведением данного пакета обновлений стал долгожданный сетевой режим. Вернее, его полноценная поддержка со стороны аппаратной и программной части. «В железе», эта возможность присутствовала со старта платформы Designer X series.
Однако теперь и прошивка принтера и сам Polygon X наконец-то обзавелись возможностью отправлять файлы печати по сети Ethernet, а также, синхронизировать работу сразу с несколькими устройствами в рамках одной 3D печатной фермы.
А это значит, что ваш 3D принтер PICASO Designer X сможет работать по сети после обновления! К сожалению, 3D принтеров не относящихся к X-series, это не касается.
В связи с добавлением возможности отправки файлов по локальной сети, была так же переосмыслена сама файловая система и введено понятие «принтлист», однако не будем забегать вперед и расскажем обо всем по порядку.
Итак.
Работа по сети была озвучена как одна из основных «фишек» линейки устройств PICASO X-series еще при анонсе флагмана PICASO Designer X PRO. Однако по ряду причин, выход этого обновления несколько раз откладывался.
Открывая Polygon X после обновления, можно понять, почему.
В программу был добавлен целый новый раздел со своей логикой работы и специальными функциями. И такая работа требует достаточного времени на тестирование и проработку.
Рассмотрим нововведение подробнее.
2.1 Сетевой интерфейс в программе Polygon X
Чтобы активировать сетевой режим в ПО Polygon X, необходимо выбрать меню «настройка Polygon X» в выпадающем списке пункта «конфигурация» на верхней панели интерфейса. Откроется новое окно со списком найденных и подключенных по сети принтеров, не путать с «выбором принтера» на главном экране. Новая функция имеет отношение к устройствам доступным к подключению, а «выбор принтера» отвечает за шаблон настроек слайсера и открывает доступ к просчету заданий на конкретную модель, например PICASO Designer XL. Другими словами, для того чтобы подготовить задание по сети для PICASO Designer XL, для начала, этот принтер необходимо будет активировать стандартным способом.
Откроется новое окно со списком найденных и подключенных по сети принтеров, не путать с «выбором принтера» на главном экране. Новая функция имеет отношение к устройствам доступным к подключению, а «выбор принтера» отвечает за шаблон настроек слайсера и открывает доступ к просчету заданий на конкретную модель, например PICASO Designer XL. Другими словами, для того чтобы подготовить задание по сети для PICASO Designer XL, для начала, этот принтер необходимо будет активировать стандартным способом.
Итак. Подробно разберем представленный выше скриншот из Polygon X.
С левой стороны представлен список доступных и найденных в данный момент 3D принтеров, обратите внимание, что названия вы можете устанавливать самостоятельно для каждого принтера в списке. Делается это в следующем окне, если выбрать конкретный 3D принтер, вы сможете поменять ему название, увидите серийный номер, версию прошивки, IP адрес и тип подключения. На данный момент доступно только подключение по средством Ethernet (т.е. с использованием сетевого кабеля), однако уверены, что WI-FI тоже станет доступен в новых версиях 3D принтеров PICASO3D.
На данный момент доступно только подключение по средством Ethernet (т.е. с использованием сетевого кабеля), однако уверены, что WI-FI тоже станет доступен в новых версиях 3D принтеров PICASO3D.
Крайнее окно отображает модель 3D принтера и размер установленных в данный момент сопел, а также «доступность» устройства.
Количество принтеров не ограничено, подключать можно хоть 10, хоть 20, хоть 50 принтеров PICASO Designer X series . Главное – чтобы они были объединены в одну локально вычислительную сеть. Сама программа для управления принтерами Polygon X при этом, устанавливается на любой компьютер в рамках этой сети.
После подключения к сети, на самих 3D принтерах появляется возможность выставить «доступность» конкретного устройства для запуска 3D печати по сети. Если через интерфейс принтера включить режим «доступен для печати», на этом принтере оператор может запустить задание на печать через сеть ethernet. Обратите внимание, что в этом случае в принтер обязательно должна быть вставлена флешка (идет в комплекте). Если же этот режим не активирован, вы сможете видеть принтер в списке найденных устройств, но вы не сможете нажать кнопку «play» для запуска 3D печати.
Обратите внимание, что в этом случае в принтер обязательно должна быть вставлена флешка (идет в комплекте). Если же этот режим не активирован, вы сможете видеть принтер в списке найденных устройств, но вы не сможете нажать кнопку «play» для запуска 3D печати.
Нужно отметить, что смысл функции «доступности» и «недоступности устройства» в защите от некорректных действий операторов, особенно когда у вас большая ферма 3D принтеров PICASO и обслуживают ее 2 оператора. Т.е. после завершения 3D печати, необходимо подойти к принтеру и выполнить все процедуры по подготовке 3D принтера к новому заданию (снять напечатанную модель, убрать остатки пластика и т.д.) и в главном меню после выполнения этого выставить значение «доступен для печати», именно после этого оператор Polygon X – сможет запустить новую печать на данном принтере. Таким образом, система не позволит сломать принтер запустив печать на принтере у которого прошлую модель не удалили со стола.
При запуске задания на печать локально с 3D принтера (без удаленного управления), доступность принтера указывать не требуется.
2.2 Настройка сетевого интерфейса в 3D принтере.
Помимо Polygon X, немного изменилась и работа с подключением к сети в самом принтере, во первых, в интерфейсе устройств линейки X, добавилось меню «Настройки сети», в разделе «Настройки» главного меню, во вторых, как мы уже отметили ранее, появилась возможность отмечать устройство как «доступное» или «не доступное» для удаленного управления в зависимости от его состояния.
В «Настройках сети», есть возможность включить автоматический режим получения сетевого адреса от DHCP сервера. Либо назначить IP адрес и параметры сети вручную. В этом случае, однократное нажатие на какой либо из пунктов позволит выставить соответствующие цифры с помощью джойстика, прокручивая его вправо или влево.
Так же, здесь отобразятся сетевое имя устройства и его текущие сетевые параметры.
Перейдем к нововведениям файловой системы.
Вторым главным нововведением этого обновления стала новая файловая система для 3D принтера и для Polygon X.
Причем, как на самом принтере, так и в интерфейсе программы, изменения доступны невооруженным взглядом.
Первое, что бросается в глаза – наличие третьего, дополнительного этапа в «линейке» этапов подготовки задания на основном экране (см ниже).
На ней появился кружок «Сеть», который содержит в себе:
-
список файлов, подготовленных на отправку (в правой части экрана)
-
настройку отображения данных файлов (в левой части)
-
и вкладку «управление принтером».


Для того, чтобы воспользоваться данным меню, для начала нужно добавить и просчитать 3D-модель, после чего на вкладке «задание» появится новая кнопочка «добавить в базу»
Данная база заданий представляет из себя список зарегистрированных в программе файлов, которые можно либо отправить на печать через сетевой интерфейс, либо организовать из них «принт лист», о них далее.
Кстати, ждать 100% загрузки задания при удаленной отправке на печать вовсе не обязательно. Начать этот процесс можно практически сразу, файл загрузится в режиме реального времени.
3.1 Принт листы
Что такое Принт-лист? Проще всего сравнить его с плейлистом любого музыкального плеера. У вас есть список файлов, которые проигрываются в определенном порядке и подобраны с определенным смыслом.
Например, у вас есть изделие, состоящее из большого количества деталей. На каждую деталь подготовлено свое задание. Допустим, одно из этих заданий по схеме сборки надо повторить несколько раз.
На каждую деталь подготовлено свое задание. Допустим, одно из этих заданий по схеме сборки надо повторить несколько раз.
Именно эту задачу призвана облегчить новая функция. Принт-лист позволяет отслеживать процесс выполнения всего «изделия» и считать, сколько раз был запущен тот или иной файл. Более того, если установленное количество файлов конкретного принт-листа будет выполнено, умная программа запретит создавать лишние копии.
Сами списки можно сохранять для определенного 3D принтера, либо в интерфейсе программы Polygon X в целом.
3.2 Обновленное меню «Печать»
Если до этого речь шла только о Polygon X, то может сложиться впечатление, что на интерфейсе 3D принтера почти ничего не изменилось, это не так. Для соответствия новой файловой системе и поддержке Принт-листов, было переработано меню «Печать».
Теперь в нем можно выбрать для печати конкретные файлы, или воспользоваться Принт-листом. При этом весь функционал последнего так же будет отображаться на дисплее.
Так же, в этом меню добавился индикатор готовности принтера к печати, об этом мы рассказали ранее.
Помимо всего прочего, была переработана система подсчета прошедшего времени 3D печати. Теперь оно считается корректно и списывается соответственно так же. Точкой отсчета является момент включения 3D принтера, когда запускается глобальный таймер.
Кратко пройдемся и по «небольшим» исправлениям в целом. Коих набралось, судя по анонсу — немало. На самом деле еще больше, но некоторые совсем малозаметные вещи просто не попали под описание.
4.1 Нововведения Polygon X
Как многие из Вас, наверно успели заметить даже по скриншотам, интерфейс Polygon X немного изменился. Кнопка «Просчета задания» переместилась на свое законное историческое место в правый нижний угол экрана. Это делается в рамках философии интерфейса – бОльше пространства для активной зоны просмотра и у нас есть инсайдерская информация, что это только первый небольшой штрих в череде многих изменений, которые преобразят Polygon X внешне в будущем.
Кнопка «Просчета задания» переместилась на свое законное историческое место в правый нижний угол экрана. Это делается в рамках философии интерфейса – бОльше пространства для активной зоны просмотра и у нас есть инсайдерская информация, что это только первый небольшой штрих в череде многих изменений, которые преобразят Polygon X внешне в будущем.
Кроме того, переименовали старые режимы подготовки задания, т.к. пользователи часто путали их с названиями режима скорости печати на 3D принтере. Теперь они не дублируют друг друга и из описания более понятно, чем конкретно один режим отличается от другого (cм. Ниже)
Да, кстати, переработаны также всплывающие подсказки. Добавлены новые и поправлены старые описания. Некоторые были написаны с нуля. Подготовка задания становится еще проще!
Так же в интерфейсе слайсера Polygon X поменялись названия типа глобальных настроек, в котором работает программа – теперь это базовый и профессиональный вид. При последнем, как легко догадаться, вам доступен расширенный список настроек (см. выше).
При последнем, как легко догадаться, вам доступен расширенный список настроек (см. выше).
С данной версии Polygon X более не поддерживается старый формат файлов — .plg. Это связано с рядом критических уязвимостей, из-за разницы в форматах.
4.2 Интерфейс 3D принтера.
В интерфейсе 3D принтере так же было сделано несколько важных изменений. Для начала – в режиме «Сна» гаснет только подсветка рабочей зоны. Дисплей меняет свою яркость на тусклую, но все еще виден. Практика показала, что такой подход удобнее просто отключения любой подсветки.
Так же, была переработана система регистрации и отображения ошибок. Теперь принтер пишет не только код ошибки, но и сколько раз за процесс печати она возникала, а также ее краткое описание.
Опять же, глобально были исправлены многие старые ошибки, связанные с прокруткой меню, и другими нюансами. Список их довольно большой, но они возникали очень редко и не требуют подробного описания.
5. Анонс будущих обновлений.
В заключении хотелось бы сказать, что данное обновление – первое в череде Важных обновлений Polygon X в будущем. Забегая вперед, можно пофантазировать и представить, что Polygon X в будущем обзаведется новым, более мощным математическим движком, в нем появятся новые функции настроек и в целом, программа станет более гибкой и удобной.
Кстати, формат .plgx станет главенствующим и поддержка g-code скорее всего (Но это не точно! Прим. ред.) в будущем будет исключена. Это связано с форматом отображения файлов в программе и в самих 3D принтерах. Часть функционала уже присутствует в данной версии, например – скриншоты посчитанного задания в сетевом режиме.
Одно мы знаем точно – в следующей версии будет еще больше нового, полезного и интересного, с нетерпением ждем анонсов от PICASO3D!
Также хочется отметить, что PICASO3D единственный производитель 3D принтеров в России с собственным слайсером Polygon X. Который постоянно обновляется и доступен для скачивания с официального сайта PICASO3D – бесплатно.
Который постоянно обновляется и доступен для скачивания с официального сайта PICASO3D – бесплатно.
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 3D принтеры PICASO Designer X Series вы можете в нашей компании мы с 2016 года являемся официальными дистрибьюторами завода:• По электронной почте: [email protected]
• По телефону: 8(800)775-86-69
• Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
ВКонтакте
3DPrintD МЛ6 — промышленный 3d принтер по металлу российского производства
Основные особенности3DPrintD МЛ6 — первый российский серийный 3D-принтер для послойной печати металлических изделий.
Разрабатываются и изготавливаются в г. Зеленограде с 2016 года. При разработке был учтен мировой опыт эксплуатации установок данного типа и дополнительно разработан целый ряд новых запатентованных системных решений, компонент и узлов установки, а также собственное программное обеспечение.

- Рабочий объем камеры построения 100x100x200мм или 250×250×280 мм
- Нагрев рабочей платформы до 250°С
- Российское программное обеспечение
- Возможность работы с порошками любых производителей
Назначение и возможности:
Изготовление деталей сложной формы методом послойного селективного лазерного сплавления металлических порошков в соответствии с компьютерной 3D-CAD моделью.
Используемые материалы: порошки нержавеющих сталей, никелевых сплавов, кобальт-хромовых сплавов, титана, алюминия.
Отличительной особенностью машин МЛ6-1 является открытое программное обеспечение, обеспечивающее возможность пользователю производить собственные настройки технологических режимов сплавления, и тем самым, возможность работы с различными типами металлопорошков любых производителей.
Машины для 3D-печати поставляются комплектно и запускаются у потребителя под «ключ». Мы обеспечиваем гарантийное и постгарантийное обслуживание, поставку запасных частей и дополнительного оборудования.
Образцы, изготовленные на МЛ6-1
Назначение и возможности 3D-принтеров
Безусловно, появление 3D-принтеров на рынке можно ознаменовать с новой эпохой мира технологий. Если ранее продукция, которая была разработана на основе высоких технологий, позволяла решать привычные всем задачи, то с появлением 3D технологий все кардинально изменилось. Безусловно, новинкой данная техника является только для простых пользователей, потому что в промышленности подобные технологии применяются достаточно давно.
Безусловно, новинкой данная техника является только для простых пользователей, потому что в промышленности подобные технологии применяются достаточно давно.
Купить 3d принтер можно в онлайн магазине 3ddevice.com.ua. Здесь покупатель может выбрать подходящую по параметрам и стоимости технику.
Что представляет собой 3D-принтер?
Это такое сложное техническое устройство, позволяющее производить печать в режиме 3д, перенося его на подготовленную объемную модель. Если сравнить данную технику с возможностями традиционных принтеров, то 3D-принтеры могут воспроизводить объекты с настоящими размерами.
Как работает данное устройство?
В начале работы создается виртуальный макет при помощи компьютерной программы. Дальше производится обработка подготовленного материала. После этого в работу вступает техническая часть устройства, которая должна послойно формировать изделие из специального, композитного порошка, чтобы потом изготовить конкретный предмет. После того, как будет сформирован отдельный слой, устройство производит нанесения клея. Повторение данного процесса может происходить до тех пор, пока необходимый предмет не будет воспроизведен. Также важно учесть, что печать при помощи 3D-принтера может производиться с задействованием разных технологий.
Повторение данного процесса может происходить до тех пор, пока необходимый предмет не будет воспроизведен. Также важно учесть, что печать при помощи 3D-принтера может производиться с задействованием разных технологий.
Что можно распечатать на 3D-принтере?
Возможности, которые предоставляет человеку трехмерная печать, активно расширяются. Это позволяет создавать предметы для различных производственных сфер. Если речь идет о строительной отрасли, то здесь важна возможность изготовления наглядных макетов, на основании которых и производиться дальнее производство готового изделия.
В машиностроении 3D-принтер также нашел широкое применение. В основном, при помощи данной машины конструктора могут получить наглядные образцы разрабатываемых деталей, чтобы в дальнейшем внести их конструкцию корректив или запустить в производство.
На правах рекламы
Новосибирские ученые разрабатывают инновационные 3D-принтеры
В лаборатории лазерной графики Института автоматики и электрометрии СО РАН разработали трехмерный лазерный принтер для аддитивного изготовления металлических и керамических моделей. Спектр применения 3D-принтера обширен, его возможности могут быть использованы как в военной индустрии, так и в ювелирной промышленности и в медицинских разработках.
Спектр применения 3D-принтера обширен, его возможности могут быть использованы как в военной индустрии, так и в ювелирной промышленности и в медицинских разработках.
В рамках гранта по развитию центра коллективного пользования ученые ИАиЭ СО РАН создали уникальную установку — трехмерный лазерный принтер для изготовления изделий из порошков металла. В аквариуме рассыпается порошок, из которого в процессе плавления непрерывным лазером мощностью в 500 В выращивается необходимый материал. Для того чтобы не происходило окисление, объем резервуара заполняется азотом. 3D-принтер способен выплавить сложнейшие и мельчайшие изделия.
Два таких прибора работают в Новосибирском государственном техническом университете и в Институте химии твердого тела и механохимии СО РАН. Кроме того, подобный лазерный принтер действует на Новосибирском приборостроительном заводе.
В настоящее время перед учеными стоит задача создания установки, которая будет с высокой точностью фокусировать лазерное излучение в нужную область и рассыпать порошок тонким равномерным слоем. Расчетом оптимальных технических характеристик 3D-принтера занимаются научные сотрудники НГТУ. В свою очередь, ИХТТМ СО РАН разрабатывает новые материалы с определенными свойствами, ведь для трехмерной печати подходят только конкретные типы металлов и сплавов.
Расчетом оптимальных технических характеристик 3D-принтера занимаются научные сотрудники НГТУ. В свою очередь, ИХТТМ СО РАН разрабатывает новые материалы с определенными свойствами, ведь для трехмерной печати подходят только конкретные типы металлов и сплавов.
В ИАиЭ СО РАН установка используется для печати сложных изделий и разработки новых технических решений. Так, лазер позволяет создавать детали и из такого сложного материала, как керамика. «Для изготовления изделий из керамики нужны массивные прессы, высокие температуры и определенные формы, необходимо подбирать состав, режим обработки, газовую среду. Всё это ограничивает итоговое изделие, — прокомментировал заведующий лабораторией дифракционной оптики ИАиЭ СО РАН доктор технических наук Виктор Павлович Корольков, — а лазерная печать позволяет, например, вырастить шар с внутренней полостью, что невозможно сделать обычными методами штамповки керамики».
Если этот принтер формирует детали из металлического порошка, то другая установка, наоборот, удаляет материал лазерным излучением. Лазер мощностью в 20 В очень короткими импульсами (фемто- и пикосекундные) дает возможность срезать часть материала и создавать изображения на мельчайших фрагментах металлов, прозрачных оптических деталях и кремниевых светочувствительных пластинах. Результат превосходит привычные методы гравировки, ведь размер инструмента всего 10 микрометров.
Лазер мощностью в 20 В очень короткими импульсами (фемто- и пикосекундные) дает возможность срезать часть материала и создавать изображения на мельчайших фрагментах металлов, прозрачных оптических деталях и кремниевых светочувствительных пластинах. Результат превосходит привычные методы гравировки, ведь размер инструмента всего 10 микрометров.
«Наука в Сибири»
Фото Глеба Сегеды
Почему массовая 3D-печать до сих пор не стала трендом
Производство товаров с индивидуальными характеристиками — один из трендов потребительского рынка. Однако персонификация до сих пор не стала популярным явлением. Перспективна ли эта идея для развития бизнеса?
Когда остро встала проблема нехватки средств индивидуальной защиты (СИЗ) у врачей, владельцы 3D-принтеров объединились в волонтерское движение #3Dврачам. Они стали печатать переходники, которые позволили соединить маски для подводного плавания с вирусно-бактериальными фильтрами. Производители смогли быстро разработать и выпустить переходники различных конфигураций для популярных типов масок, которые встречаются в магазинах, быстро закрыли горящие потребности и спасли множество жизней — а затем начали делать полноценные защитные маски и щитки.
Производители смогли быстро разработать и выпустить переходники различных конфигураций для популярных типов масок, которые встречаются в магазинах, быстро закрыли горящие потребности и спасли множество жизней — а затем начали делать полноценные защитные маски и щитки.
Переходники для масок — пример кастомизированного изделия (выполненного под индивидуальный заказ. — РБК Тренды), то есть, адаптированного под разные виды масок. То, как быстро производители смогли спроектировать и выпустить новый продукт с уникальными характеристиками, демонстрирует главные преимущества трехмерной печати.
3D-печать позволяет создавать изделия с учетом предпочтений или личных характеристик покупателя — персонифицированные товары. Эта идея возникла в начале 2000-х годов, но до сих пор, вопреки прогнозам и быстрому развитию аддитивных технологий, не стала массовым явлением.
Проблемы персонификации
Корпорации Nike и Adidas с 2012 года экспериментируют с 3D-печатью при производстве кроссовок. Цель — создавать спортивную обувь в присутствии покупателя по индивидуальным характеристикам его стопы. Например, в Adidas в 2015 году заявляли, что потребитель сможет прийти в магазин, провести пару минут на беговой дорожке и тут же получить напечатанную пару беговых кроссовок, которые учитывают контуры стопы и точки давления при беге. В это же время Nike заявляла о возможности печатать обувь прямо на дому у клиента. Для этого всего лишь нужно загрузить файл с параметрами кроссовок и характеристиками стопы с сайта корпорации в домашний 3D-принтер.
Цель — создавать спортивную обувь в присутствии покупателя по индивидуальным характеристикам его стопы. Например, в Adidas в 2015 году заявляли, что потребитель сможет прийти в магазин, провести пару минут на беговой дорожке и тут же получить напечатанную пару беговых кроссовок, которые учитывают контуры стопы и точки давления при беге. В это же время Nike заявляла о возможности печатать обувь прямо на дому у клиента. Для этого всего лишь нужно загрузить файл с параметрами кроссовок и характеристиками стопы с сайта корпорации в домашний 3D-принтер.
Однако к 2020 году эти возможности так и остались нереализованными. На практике все оказалось сложнее.
Дело в дороговизне таких изделий: потребитель не готов платить за кастомизированные кроссовки в разы дороже, когда можно выбрать подходящую модель из тысяч более доступных вариантов.
Не приживается кастомизация и у автопроизводителей. Например, концерн BMW в 2017 году запустил сервис MINI Yours Customised, который позволял кастомизировать новый или ранее приобретенный автомобиль MINI с помощью декоративных элементов, напечатанных на 3D-принтере. Например, можно было заказать индивидуальные боковые вставки на кузов, детали отделки салона, светодиодные накладки на дверные пороги и светодиодные проекторы дверей. Однако сейчас сервис недоступен.
Например, можно было заказать индивидуальные боковые вставки на кузов, детали отделки салона, светодиодные накладки на дверные пороги и светодиодные проекторы дверей. Однако сейчас сервис недоступен.
Где прижилась персонификация
Пока 3D-печать наиболее активно используется в медицине, где жизненно необходимо учитывать индивидуальные особенности человека. В первую очередь, технология полезна в ортопедии и стоматологии для изготовления протезов и имплантатов. Кастомизация особенно востребована при производстве протезов конечностей. С помощью 3D-сканирования определяются параметры пациента, создается цифровая модель протеза, которая печатается на 3D-принтере. При этом можно создать уникальный дизайн искусственной конечности. Например, выпускают детские протезы, стилизованные под любимых киногероев.
Еще одна сфера, где трехмерная печать используется для кастомизации товаров, — это производство ювелирных изделий и бижутерии. Есть предприятия, которые выпускают массовые изделия с помощью трехмерной печати, например, американские марки LACE, Nervous System и другие. Кастомизацией занимаются, в первую очередь, небольшие студии и мастерские, предлагающие эксклюзивные украшения. Они печатают созданные по эскизам заказчика цифровые модели или отливают их из драгоценных материалов по напечатанным на 3D-принтере формам.
Кастомизацией занимаются, в первую очередь, небольшие студии и мастерские, предлагающие эксклюзивные украшения. Они печатают созданные по эскизам заказчика цифровые модели или отливают их из драгоценных материалов по напечатанным на 3D-принтере формам.
»Перспективы персонифицированного производства зависят от конкретного рынка, — считает Денис Власов, основатель компании «3DSLA — Российские 3D принтеры». — Почему 3D-технологии прижились у стоматологов и ювелиров? Это бизнесы, которые работают с уникальным клиентом. Кроме этого, стоматологические клиники или ювелирные мастерские имеют территориальную привязку, обслуживают определенный район. Поэтому могут варьировать цену, не особо рискуя, что все клиенты сбегут в соседний район».
Что касается большинства товаров, то здесь в 99% случаев работает цена. Особенно когда растет доля интернет-продаж. Набираешь в Google «купить авторучку дешевле всех» — и независимо от того, где ты находишься, покупаешь эту авторучку дешевле. Здесь побеждает массовое производство.
Особенно когда растет доля интернет-продаж. Набираешь в Google «купить авторучку дешевле всех» — и независимо от того, где ты находишься, покупаешь эту авторучку дешевле. Здесь побеждает массовое производство.
Можно придумать множество товаров, которые могли бы быть кастомизированными. Но нужно ясно представлять кому вы их будете продавать. Найдется ли достаточное количество человек, готовых переплатить за кастомизацию, чтобы ваш бизнес мог существовать? «В своих расчетах нужно учитывать реальный покупательский спрос, а не желание заработать на хайпе, — говорит Власов. — Вывод прост: персонифицированное производство возможно тогда, когда оно будет давать примерно такую же цену, как и массовое».
Денис Алексеев, руководитель отдела разработок и производства АО «РОББО» (образовательная робототехника, резидент «Сколково»), уверен, что персонифицированное производство станет популярным трендом будущего. Но для того, чтобы привлечь массового потребителя в этот сегмент, необходимо преодолеть ряд технических и организационных моментов. Для конечного пользователя процесс заказа кастомизированного изделия должен быть максимально простым: с помощью нескольких действий заказать то, что он хочет, при этом быстро и удобным способом получить готовый товар. Стоимость индивидуальной продукции может быть больше, но это увеличение должно быть ценно для клиента.
Для конечного пользователя процесс заказа кастомизированного изделия должен быть максимально простым: с помощью нескольких действий заказать то, что он хочет, при этом быстро и удобным способом получить готовый товар. Стоимость индивидуальной продукции может быть больше, но это увеличение должно быть ценно для клиента.
Основные недостатки трехмерной печати:
-
низкая скорость производства;
-
часто невысокое качество продукции;
-
большая себестоимость изделия при попытке массового выпуска.
«По мере развития 3D-печати и увеличения парка 3D-принтеров возможности аддитивных производств будут расти, — говорит Алексеев. — Вероятно, в будущем распределенная сеть 3D-принтеров сможет составить конкуренцию традиционному массовому производству, локализованному на одном предприятии. В любом случае при этом должны быть решены вопросы качества и стоимости изделий, произведенных на 3D-принтерах».
В любом случае при этом должны быть решены вопросы качества и стоимости изделий, произведенных на 3D-принтерах».
Как удешевить кастомизированное изделие?
Стоимость готового изделия в первую очередь зависит от материалов для 3D-печати. Один из способов сократить издержки — производить расходные материалы самостоятельно.
»Если бы я создавал производство персонифицированной продукции, я решал бы вопрос создания расходных материалов на месте потребления, — объясняет Денис Власов. — То есть если бы я планировал выпускать обувь с кастомной подошвой, то я бы начал выпускать для нее полимеры. Если контролировать стоимость расходных материалов, можно получать очень хорошую цену продажи готового товара».
Другой вариант снизить издержки на расходные материалы возможен с развитием аддитивных технологий и разработки новых материалов для печати.
«В России производят достаточно материалов для 3D-печати приемлемого качества. Сами производить материалы мы точно не будем, потому что это отдельный бизнес, который требует других компетенций, — говорит Артур Герасимов, генеральный директор компании «Инновакс» (резидент «Сколково»). — Но что могло бы снизить стоимость 3D-производства в принципе, так это появление технологии печати непосредственно сырьем. Сейчас для печати используются материалы в виде порошка или нитей. Если исключить промежуточный этап переработки сырья и создать оборудование, которое будет работать на исходном материале — гранулах, без дополнительного этапа его переработки в порошок или нити, это удешевит стоимость материалов в 5-10 раз. Такие разработки сейчас ведутся».
Сами производить материалы мы точно не будем, потому что это отдельный бизнес, который требует других компетенций, — говорит Артур Герасимов, генеральный директор компании «Инновакс» (резидент «Сколково»). — Но что могло бы снизить стоимость 3D-производства в принципе, так это появление технологии печати непосредственно сырьем. Сейчас для печати используются материалы в виде порошка или нитей. Если исключить промежуточный этап переработки сырья и создать оборудование, которое будет работать на исходном материале — гранулах, без дополнительного этапа его переработки в порошок или нити, это удешевит стоимость материалов в 5-10 раз. Такие разработки сейчас ведутся».
Главный вопрос: кто это купит?
Развивать производство персонифицированных товаров смогут предприниматели, которые найдут ответ на вопрос: а кто их купит? Нащупать спрос могут бизнесы, уже работающие на определенном рынке и чувствующие потребности своей аудитории. Угадать практически невозможно — нужно быть уверенным в спросе.
«Сейчас мы единственные в России производим сразу и расходные материалы для печати, и 3D-принтеры, и софт, а также аппаратную платформу, — говорит Денис Власов. — Мы могли бы при такой модели создавать хорошие условия для производства кастомизированных изделий. Но мы не можем разорваться на тысячи применений наших технологий. Нам неинтересно самим строить маленькие бизнесы. Мы создаем систему — корень и ствол дерева. А ветки и листочки, маленькие рынки и бизнесы, должны растить те, кто хорошо понимает их потребности и правила игры. И мы готовы к такому сотрудничеству».
Артур Герасимов отмечает, что мелкосерийное производство перспективно для развития бизнеса с применением аддитивных технологий. Одно из направлений работы его компании «Инновакс» — выпуск деталей и механизмов по заказу промышленных предприятий из автопрома, приборостроения, авиакосмической отрасли.
«Стремление к индивидуальности, осознанное потребление — глобальные веяния, они окажут влияние и на потребительский спрос, — считает Жамиля Каменева, директор по развитию бизнеса ООО «Инновационный центр Ай-Теко». — Несмотря на сложную экономическую ситуацию, производство персонифицированных товаров остается перспективной нишей для стартапов и хорошей идеей запуска новых направлений бизнеса на уже существующих производствах. Это подтверждается интересом к аддитивным технологиям со стороны участников программы «Промтех», направленной на поддержку высокотехнологичных решений для промышленности».
— Несмотря на сложную экономическую ситуацию, производство персонифицированных товаров остается перспективной нишей для стартапов и хорошей идеей запуска новых направлений бизнеса на уже существующих производствах. Это подтверждается интересом к аддитивным технологиям со стороны участников программы «Промтех», направленной на поддержку высокотехнологичных решений для промышленности».
Бум кастомизации произойдет тогда, когда покупатель сможет получить персонифицированный товар по той же цене и так же быстро, как и массовый. Поэтому дело за развитием технологий и сервиса.
Подписывайтесь на Telegram-канал РБК Тренды и будьте в курсе актуальных тенденций и прогнозов о будущем технологий, эко-номики, образования и инноваций.
3д-принтеры в строительстве: перспективы применения
На первый взгляд, конструкции 3д-печати кажутся какой-то скорлупой здания, законченного наполовину. Но при близком рассмотрении вы не обнаружите и кирпичика. Слои материала как бы наращиваются один поверх другого — так и создается сложная конструкция. Это футуристический мир 3D-печати, где роботизированные руки автоматически наслаивают и сжимают слои бетона, или пластика, или любого другого материала в фундамент и выстраивают конструкцию.
Но при близком рассмотрении вы не обнаружите и кирпичика. Слои материала как бы наращиваются один поверх другого — так и создается сложная конструкция. Это футуристический мир 3D-печати, где роботизированные руки автоматически наслаивают и сжимают слои бетона, или пластика, или любого другого материала в фундамент и выстраивают конструкцию.
Подобный метод строительства сегодня достаточно нишевый — в мире напечатано всего несколько прототипов 3д-домов и офисов. Тем не менее, эта технология представляет собой потрясающее и потенциально сильное решение для перемен в строительстве.
Что же такое 3D-печать в строительстве, в чем потенциал, и будем ли мы работать над 3D-печатными проектами в ближайшем будущем?
- Что такое 3d-печать в строительстве?
- 3д-принтеры в строительстве: как это делается?
- 5 примеров инноваций
- Как проекты с 3d печатью могут помочь строительным компаниям?
- Распространение 3D-печати
- 3д-печать в гражданском строительстве
- Технология Wiki House — проект открытым кодом для 3D-печати: что стоит за концептом
- Обратная сторона медали
- Как можно интегрировать 3D-печать в строительство
- О PlanRadar
3D-печать в строительстве — что за технология?
3D-печать для строительства применяет как 3D-принтер, у которого есть роботизированный «кран-рука», который строит конструкции прямо на строительной площадке, так и создание определенных элементов принтерами на заводе, которые уже собираются в конструкцию на объекте.
Концепция 3D-печати не нова: впервые она появилась в 80-х. Но только за последние десятилетие эту технологию достаточно усовершенствовали (и снизили стоимость существенно) и она стала настоящим мейнстримом.
3D-принтеры не сильно отличаются от обычных струйных офисных принтеров. Программное обеспечение сообщает принтеру о размерах конечного продукта. И потом принтер начинает выводить материал на платформу согласно плану. В 3D-принтерах часто используют жидкие металлы, пластик, цемент и вариации разных материалов, которые когда остывают и высыхают, формируя конструкцию.
В 3D-принтере для строительства программы CAD или BIM сообщают устройству, что надо печатать, и машина начинает наслаивать материал слоями, согласно плану конструкции.
3D-принтеры в строительстве: как они работают?
Концепция 3D-печати — принтер выдавливает послойно определенную жидкую смесь, уровень за уровнем, создавая конструкцию, основываясь на трехмерной модели. Подготовленный микс из бетона, наполнителя, пластификатора и других компонентов загружается в бункер устройства и подается на печатающую головку. Смесь наносится на поверхность площадки или на предыдущие отпечатанные слои. Таков принцип работы большинства 3D-принтеров. Среди них существует три вида устройств для 3D-печати:
Смесь наносится на поверхность площадки или на предыдущие отпечатанные слои. Таков принцип работы большинства 3D-принтеров. Среди них существует три вида устройств для 3D-печати:
- Портальные 3D-принтеры. Состоят из рамы, трех порталов и печатающей головки. Такие принтеры могут напечатать здание как целиком, так и по частям.
Портальные 3D-принтеры
- Delta-принтеры. Они не ограниченны трехмерной моделью, а могут создавать более сложные формы. Печатающая головка подвешена на рычагах, прикрепленных к вертикальным направляющим.
Delta-принтеры
- И, наконец, роботизированный принтер. Он представляет собой робота или систему роботов, наподобие промышленного манипулятора, оснащенного экструдерами и управляемого компьютером.
Роботизированный принтер
Читайте также: Новые технологии в строительстве 2021
5 инновационных примеров 3D-печати
На сегодняшний день в строительной сфере реализовано всего несколько проектов в 3D-печати.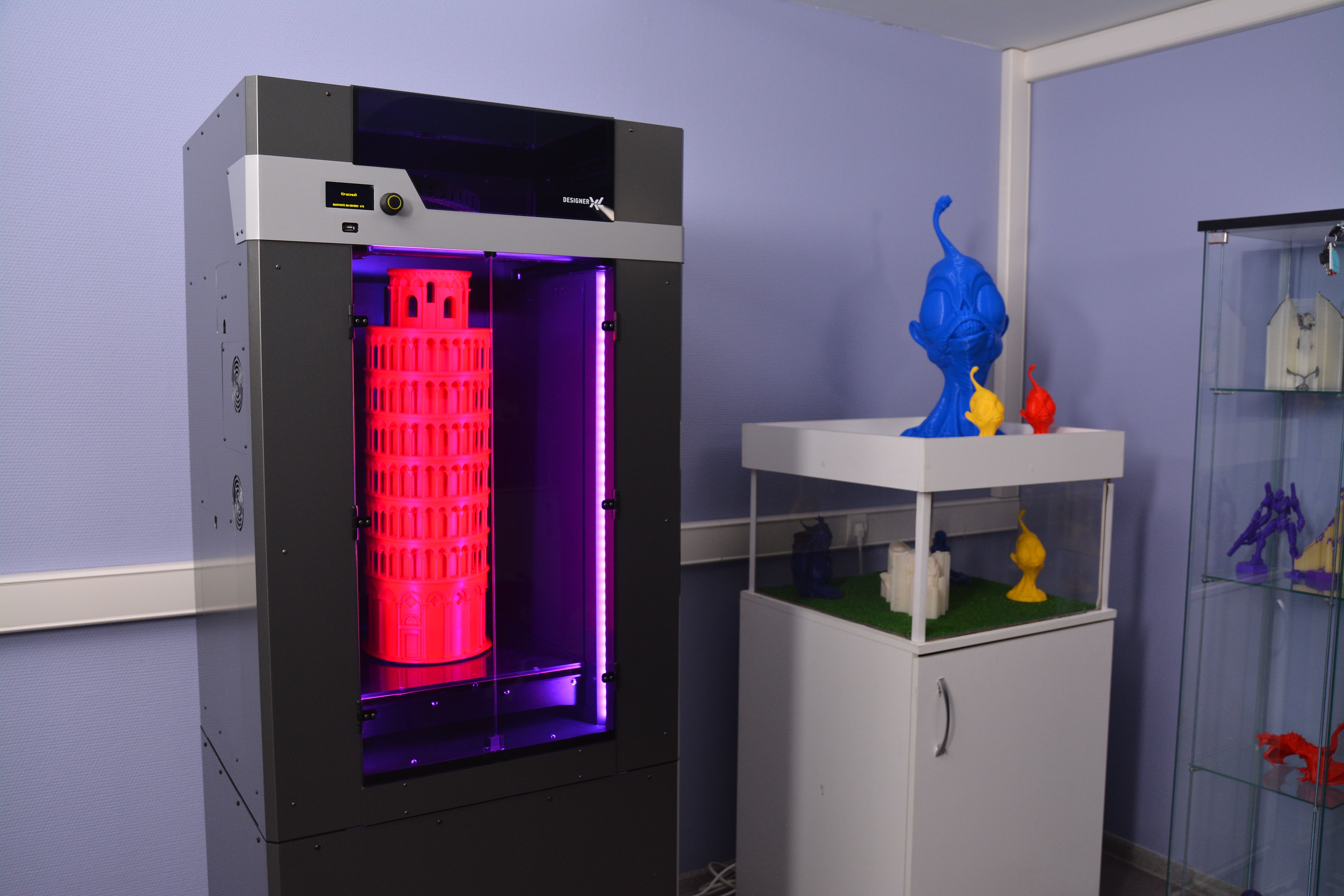 Вот пять наиболее впечатляющих и многообещающих проектов:
Вот пять наиболее впечатляющих и многообещающих проектов:
Офисное здание муниципалитета Дубая, ОАЭ
1. Офисное здание муниципалитета Дубая, ОАЭ
В декабре 2019 фирма Apis Cor, занимающаяся роботами для 3D печати объявила о завершении самого крупного в мире частного здания, напечатанного при помощи 3D-печати. Офисный блок, построенный в ОАЭ, представляет собой 9,5 метровой сооружение в высоту и площадью в 640 m2.
3D-принтер Apis Cor перемещался по стройплощадке под открытым небом при помощи крана и возводил разные части конструкции.
2. Офис будущего, ОАЭ
Офис будущего, ОАЭ
Еще одно впечатляющее здание в ОАЭ, созданное 3D-печатью — Офис будущего — уникальная, довольно большая, конструкция, в котором в настоящее время размещается временная штаб-квартира организации Дубайский фонд будущего.
Для этого здания элементы создавались не на стройплощадке, и их напечатали за 17 дней, а само здание было собрано за 48 часов.
3.Дома, созданные 3D-принтером компании ВинСун, Китай
Дома, созданные 3D-принтером компании ВинСун, Китай
Китайская компания 3D-печати WinSun также применила заводские 3D- принтеры для строительства жилых домов. Компания создала несколько проектов домов, в том числе и небольшое многоэтажное здание. Все детали конструкции можно быстро и дешево напечатать и потом быстро их собрать уже на стройплощадке.
Компания подсчитала, что постройка-печать их пятиэтажного здания может стоить всего $161,000.
4. 3D-напечатанный номер в Льюис Гранд Хотел, Филиппины
3D-напечатанный номер в Льюис Гранд Хотел, Филиппины
Планируя поездку на Филиппины, подумайте о том, чтобы остановиться в отеле Lewis Grand Hotel в Анхелес-Сити, Пампанга, где посетителей встретят первым в мире гостиничным люксом, напечатанным на 3D-принтере. Номер в отеле был разработан Льюисом Якичем, владельцем отеля и инженером по материаловедению, в сотрудничестве со специалистом по 3D-печати Энтони Руденко. Они создали массивный 3D-принтер, который выводит песок и бетон на основе вулканического пепла. Комната была напечатана за 100 часов.
Они создали массивный 3D-принтер, который выводит песок и бетон на основе вулканического пепла. Комната была напечатана за 100 часов.
5. Двухэтажный особняк в Бекуме, Германия
Двухэтажный особняк в Бекуме, Германия
Первый 3D-напечатанный жилой дом площадью около 80 квадратных метров — детище немецкой строительной компании PERI GmbH и архитектурно-дизайнерским бюро MENSE-KORTE ingenieure+architekten. Чтобы напечатать один квадратный метр двойной обшивки стены за 5 минут, использовали 3D-принтер BOD2. Здание представляет собой сооружение с трехслойными полыми стенами, заполненными изоляционной массой. Установка полых труб и соединений во время печати осуществлялась вручную.
3D-печать в строительстве кажется действительно впечатляющей, но каковы реальные выгоды такой технологии?
Исследование: Будущее управления строительством
Как цифровые решения изменят управление проектами в 2022 и дальнейшем?
Как 3D-печатные проекты могут быть полезны строительным компаниям?
Сторонники 3D-печати домов и коммерческих офисов указывают на несколько преимуществ такого метода строительства:
- Безотходное строительство
В Великобритании почти треть отходов — это от строительной отрасли. По данным Transparency Market Research Group, строительная индустрия к 2025 году во всем мире будет производить 2,2 млрд тонн строительного мусора. И хотя большая часть отходов относится к сносу сооружений, сами строительные площадки продуцируют немало отходов.
По данным Transparency Market Research Group, строительная индустрия к 2025 году во всем мире будет производить 2,2 млрд тонн строительного мусора. И хотя большая часть отходов относится к сносу сооружений, сами строительные площадки продуцируют немало отходов.
И напротив, 3D-печать может сократить отходы практически до нуля. 3D-принтер использует четко определенное количество материала, которое требуется для печати конструкции — ни больше ни меньше. Это может стать большой экономией.
- Сниженное потребление энергии
3D-печать в строительстве стимулирует применение местных доступных материалов и натуральных компонентов. Такая практика может сократить энергозатраты на транспортировке, возведении и производстве, поскольку для большинства местных материалов требуется меньше энергопотребления для обработки или установки. Если традиционные материалы с токсичными химическими примесями заменить на натуральные, то можно снизить токсичность всего строительства. Кроме того, местные материалы часто лучше подходят для локальных климатических условий и могут снизить нагрузку для отопления или охлаждения здания, что также снижает затраты на строительство.
Кроме того, местные материалы часто лучше подходят для локальных климатических условий и могут снизить нагрузку для отопления или охлаждения здания, что также снижает затраты на строительство.
- Экономия времени и денег
Как и в случае с ИИ в строительстве, 3D-принтер может работать 24 часа в сутки, 7 дней в неделю. Это означает, что строительные проекты имеют потенциал быть завершенными намного быстрее, и можно избежать ряда затрат на низкоквалифицированную рабочую силу. Более того, благодаря 3D-печати отпадает необходимость во временных конструкциях, таких как опалубка и леса, которые обычно используются в традиционном строительстве. Исследования бетонных конструкций, напечатанных на 3D-принтере, выявили значительное снижение требований к опалубке — это снижает затраты на 35–60%.
- Может реализовывать необычные формы дизайна
Одна из самых привлекающих характеристик 3D-принтеров — их способность создавать сложный и необычный дизайн конструкций, в том числе и единственный, уникальный. Поскольку работа 3д-принтера заключается в наслаивании материала, то их можно запрограммировать на абсолютно любую необычную форму, которую будет намного труднее создать традиционными техниками.
Поскольку работа 3д-принтера заключается в наслаивании материала, то их можно запрограммировать на абсолютно любую необычную форму, которую будет намного труднее создать традиционными техниками.
- Минимизация человеческих ошибок и повышение безопасности
Опубликованная статистика травм на рабочем месте американским агентством BLS в 2020 году свидетельствует, что строительство- одно из травмоопасных сфер и высоким уровнем частоты заболеваний. Каждый день, около 5333 рабочих гибнет на стройплощадке. А с появлением 3D-печати количество производственных травм и смертельных случаев очевидно снизится, поскольку она делает строительство более программируемым и автоматизированным. Роботизированное строительство требует стандартизированной, точной и полной цифровой информации по зданию, что делает эту технологию более точной и эффективной, с минимальными доработками из-за человеческих ошибок или любых информационных несостыковок. Обычные проблемы с материалами и комплектующими, которые нужно где-то хранить, беречь от повреждения — нивелируются, также исчезают проблемы с монтажом и незавершенной работы из-за повреждений — 3D-элементы создаются по мере строительства, их не нужно перемещать и хранить.
- Освоение новых рынков
Применение 3D-принтера также позволяет строительным компаниям заходить на новые секторы рынков, ранее им недоступные. А для начинающих стартапов-компаний, наличие 3D-принтера будет конкурентным преимуществом. Более того, 3D-печать — это блестящий способ поднять или улучшить репутацию бренда строительной компании среди тех, кто считает, что производство бетона влияет на окружающую среду планеты.
Распространение структурной 3D-печати
3D-печать для усиления конструкции, маломасштабных компонентов и структурной стали может произвести настоящую революцию в сфере дизайна, строительства и освоения космоса. Кроме того, Европейское Космическое Агентство (ЕКА) считает, что используя металлы для 3D-печати для создания высококачественных сложных форм, можно существенно снизить их стоимость, и они станут весьма распространенными.
ЕКА вместе с Европейской Комиссией разработали проект по усовершенствованию печатания металлических компонентов, которые можно использовать в космосе. Всего объединилось 28 европейских партнеров для совместного проекта AMAZE (Additive Manufacturing Aiming Towards Zero — послойная 3D-печать для нулевых отходов от производства и эффективное производство высокотехнологичной металлической продукции).
Всего объединилось 28 европейских партнеров для совместного проекта AMAZE (Additive Manufacturing Aiming Towards Zero — послойная 3D-печать для нулевых отходов от производства и эффективное производство высокотехнологичной металлической продукции).
Практически все можно спроектировать на компьютере, так что в планах AMAZE установить 3D-принтер на борт космического корабля, и как только астронавту потребуется какая-либо деталь, инструмент — он сможет просто ее распечатать.
Структурная 3D-печать
3D-печать в гражданском строительстве
3D-печать в гражданском строительстве набирает популярность за последнее десятилетие, как и в аэрокосмической и биомедицинских отраслях. Эта революционная производственная техника основана на ее уникальной возможности создавать любую геометрическую форму без каких-либо формальных ограничений, сводя к минимуму отходы, но повышая производительность и результаты. Активное движение строительной отрасли навстречу автоматизации за последнее время достигло важных рубежей, включая создание первых конструкций при помощи роботизированных «рук» и технологии 3D-печати.
Применение метода 3D-печати в создании структурных элементов из полимерных материалов, бетона и металлов становится все распространеннее.
Эти техники в гражданском проектировании могут создавать свободные формы и инновационные архитектурные конструкции благодаря использованию программному обеспечению, интегрированному в СAD.
Однако несмотря на значительные исследования в аэрокосмической отрасли и биоинженерии по оценке и анализу этого механизма, по прежнему недостаточно понимания по его использованию, воздействия 3D-напечатанных материалов в гражданских сооружениях, как с точки зрения свойств материалов, так и структурной реакции.
Императорский колледж Лондона
Читайте также: Лучшие приложения для стройки в 2021
WIKI HOUSE — 3D печать в строительстве: что в основе концепта
Wiki House — это инновационный проект, созданный небольшой группой архитекторов в Лондоне в 2011 году. Он предлагает цифровую систему с открытым кодом для проектирования домов, что позволяет пользователям создавать, загружать и делиться разным дизайном и печатать свои собственные дома.
Комплект набора не требует каких-то специальных знаний и обучения и может быть создан за 1 день. Элементы в цифровом виде вырезаются из обычного листового материала, наподобие фанеры, применяя станок с ЧПУ. И это намного быстрее, менее затратно и не требует участия экспертов, как в обычном традиционном строительстве.
Стандартный дом с двумя спальнями может быть построен менее чем за £50,000, а к основному каркасу сооружения можно добавить дополнительные компоненты, такие как облицовка, изоляция, окна и прочее. Первым домом, который был построен на базе технологии Wiki House с открытым кодом, стал двухэтажное здание. 3D-напечатанный дом был представлен на Лондонском фестивале дизайна в 2014 году.
Движение Wiki House возглавил Аластер Парвин, чья презентация на TED «Архитектура для людей, созданная людьми» рассказала о перспективах 3D-печати в строительстве. Создатель этого проекта верит, что Wiki House может помочь в решении жилищного вопроса, особенно в чрезвычайных ситуациях, таких как землетрясения (есть уже доказательство, что 3D-напечатанные дома могут выдерживать толчки до 8 баллов).
В будущем это может стать реальной альтернативой недорогих домов, одновременно позволяя заказчику контролировать дизайн проекта.
3D-здание, построенное с использованием Wiki House
Станет ли 3D- печать экологическим будущим строительства?
3D-печать способна коренным образом изменить цепочку и структуру поставок, благодаря новому методу проектирования и производства. Согласно исследованию, 3D-печать может помочь строительной отрасли стать более экономичной, более эффективной и экологичной.
Ученые из Саксонского Университета Прикладных наук Иво Котман и Нейлс Фабер утверждают, что технология 3D печати «изменят правила игры». Они исследовали возможности 3D-печати бетона, и их выводы таковы:
- 3D-печать сокращает цепочку поставок и в целом сам процесс проектирования. 3D-печать прямо на стройплощадке исключает трудоемкие этапы процесса проектирования. Архитекторы, инженеры, подрядчики, клиенты и руководители, которые обычно должны активно участвовать в проекте, в 3D-печати больше не нужны. Поскольку все задачи могут совмещаться в одной фигуре архитектора, который использует метод моделирования и воспроизводит точные целостные конструкции.
- Монтаж труб и проводка электричества становятся проще и более эффективнее. Системы отопления, изоляция, водопровод и электричество — все это требует трудоемкого монтажа на месте при традиционном строительстве. Однако при 3D-печати некоторые из этих функций могут быть включены в процесс 3D-печати. Печать полых стен требует меньше ресурсов, улучшает изоляцию и она дает возможность использовать напечатанные на 3D-принтере каналы для подачи горячей или холодной воды. Более того, нивелируется необходимость установки на стройплощадке, что напрямую влияет на сокращение отходов.
- Лучшая логистика. 3D-печать устраняет 3 проблемы, связанных с логистикой и доставкой. Во-первых, много материалов и элементов часто портятся при доставке, а если печатать все на площадке, то повреждения минимизируются
 Поскольку все задачи могут совмещаться в одной фигуре архитектора, который использует метод моделирования и воспроизводит точные целостные конструкции.
Поскольку все задачи могут совмещаться в одной фигуре архитектора, который использует метод моделирования и воспроизводит точные целостные конструкции.Во-вторых, чтобы выдерживать транспортировку, части должны быть с повышенными техническими характеристиками, что по умолчанию удорожает их, а значит, и весь проект. Избежать таких дополнительных затрат поможет 3D-печать прямо на строительной площадке.
Избежать таких дополнительных затрат поможет 3D-печать прямо на строительной площадке.
- Создание индивидуальных проектов домов, доступных для широкого рынка. Обычно строительство дома с привлечением к проекту архитектора дорогое удовольствие для большинства потребителей. Но с 3D-печатью из бетона вы можете не беспокоится о выбранной форме, это не будет стоить дороже. Фактически, это значит, что в будущем больше людей смогут покупать дома по их собственному проекту в соответствии с их индивидуальными потребностями
Обратная сторона медали
Несмотря на определенно привлекательную инновационность 3D-печати, все же важно рассмотреть ее беспристрастно, убрав некоторую стимуляцию популяризации. Скептики отмечают несколько недостатков этой технологии.
Скептики отмечают несколько недостатков этой технологии.
- Стоимость исследований и разработок
Большинство строительных компаний работают с относительно невысокой рентабельностью. Чтобы повсеместно начать применять 3D-печать, потребуются немалые инвестиции.
- Будут ли потребители рассматривать это как маркетинговый ход?
3D-напечатанные дома, офисы, магазины и прочие сооружения инфраструктуры часто здорово впечатляют. Но действительно ли хотят большинство людей жить или работать в таких? Для большинства людей все же кирпичные дома гораздо привычнее и привлекательнее. Другие технологии, такие как сборные дома также некоторое время назад казались привлекательной технологией будущего, однако так и не получила широкого распространения, несмотря на то, что во многих случаях она была дешевле традиционной.
- Сложность с интеграцией с другими составляющими
3D-принтеры могут выполнить уникальный и интересный дизайн. Однако, если вам нужно здание, в котором будут использоваться разные материалы или разные элементы, которые не подойдут для 3D-печати, то это будет сложной задачей включить 3D-принтер для строительного процесса.
Однако, если вам нужно здание, в котором будут использоваться разные материалы или разные элементы, которые не подойдут для 3D-печати, то это будет сложной задачей включить 3D-принтер для строительного процесса.
- Нехватка квалифицированной рабочей силы
При существующей проблеме недостатка квалифицированной рабочей силы в строительном секторе в целом, 3D-печать потребует еще большего набора специализированных знаний и навыков, который придется выбирать из и без того небольшой ниши кандидатов. Так что поиск специалистов для работы в 3D печати для строительства может стать еще одной трудной задачей в будущем.
- Контроль качества строительства
Погодные условия могут замедлять традиционный процесс строительства, но для 3D-печати дела обстоят еще хуже. Фактор окружающей среды для коммерческого строительства может снизить востребованность 3D-печать. Более того, контроль качества может быть намного серьезнее задачей, требующей постоянного мониторинга процесса реальными людьми на стройке.
- Отсутствие стандартов и правил
Несмотря на регулярное упоминание 3D-печати в СМИ, она все же еще не оказала существенного влияния на строительный сектор. Существует очевидная проблема ответственности при использовании таких принтеров, даже больше, чем человеческая ответственность при выполнении некоторых строительных работ. И довольно много других неясностей в отношении этой технологии. Так что пока не будут установлены нормы и стандарты, а также правила в этой области, 3D-печать вряд ли станет мейнстримом в строительной индустрии.
Читайте также: Новые технологии в строительстве 2021
Как 3D-печать может интегрироваться со строительством?
На данный момент есть веские доказательства, что 3D-печать заслуживает внимания и может применяться в строительном сегменте, и скорее всего, что эта технология будет больше применяться в ближайшие годы. Правда, неизвестно, насколько широко будут применяться эти устройства на стройплощадке, или они останутся лишь инструментом для изготовления блоков-элементов для сборных конструкций. Но для определенных проектов резонно предполагать, что 3D-принтеры и эта технология в строительстве будут обязательным инструментом в арсенале строителей.
Но для определенных проектов резонно предполагать, что 3D-принтеры и эта технология в строительстве будут обязательным инструментом в арсенале строителей.
О PLANRADAR
PlanRadar была основана в 2013 году и предоставляет инновационное мобильное программное решение для строительства и недвижимости. Наше приложение доступно на всех устройствах iOS, Android и Windows и уже помогло более 13 000 клиентов оцифровать свой рабочий процесс в более чем 55 странах. Узнайте больше о приложении здесь.
| МАТЕРИАЛ | ОПИСАНИЕ | ТЕМПЕРАТУРА | КЛАСС ПОЛЬЗОВАТЕЛЯ | СОВМЕСТИМОСТЬ С ГОРЯЧИМ КОНЦЕМ | |||
| Указанные значения температуры материала являются лишь отправной точкой. Эти температуры могут варьироваться в зависимости от принтера, хотэнда, наружной температуры, качества нити, возраста нити и многих других факторов. Используйте эти температуры в качестве отправной точки, но имейте в виду, что их, возможно, потребуется немного отрегулировать.  | |||||||
| АБС (акрилонитрилбутадиенстирол) | Акрилонитрил-бутадиен-стирол является наиболее часто используемым материалом для 3D-печати.Это тот же материал, из которого сделаны большинство строительных блоков Lego. Airwolf 3D использует ABS при производстве многих своих компонентов из-за его простоты использования и устойчивости к высоким температурам. | 250 °С | 120 °С | Стандарт 3D-печать Материалы | ДЖР2С, ДЖРС, ДЖР | ||
| СПЛАВ 910 | Благодаря пределу прочности при растяжении выше, чем у самых прочных сополиэфиров, долговечности нейлона, коэффициенту усадки, который может конкурировать с нашим t-стеклом, широкому диапазону химической стойкости и рабочему диапазону 95°C, теперь у вас есть одно решение, которое можно легко печатать при 245°C. . . | 245 °С | 80 °С | Технические материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | ||
| Бамбуковый наполнитель | Это состав на основе PLA/PHA, смешанный с натуральными бамбуковыми волокнами. | 195-220 °С | 50-60 °С | Infused Hybrid Материалы | ДЖР2С, ДЖРС, ДЖР | ||
| Бендлей | 210°C-240°C | 20-55°С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| Латунный наполнитель | Этот продукт основан на запатентованной формуле PLA и позволяет пользователю получить полированный золотистый вид после завершения. | 190-210°С | 20-55°С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | ||
| Бронзовый наполнитель | Состоит из смеси бронзы и полилактида в соотношении 80/20, что дает металлическую отделку.Шлифовка и полировка Bronzefill позволит получить блестящую металлическую поверхность. | 190-210°С | 20-55°С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | ||
| Белье BioFila | Белье BioFila Linen | 165 – 200 °С | 90°С | Стандартная 3D-печать | ДЖР2С, ДЖРС, ДЖР | ||
| Углеродное волокно АБС | 160 – 190 °С | 220 – 240 °С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | |||
| Углеродное волокно PLA | 195 – 220 °С | 50°С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | |||
| ColorfabbXT | 240 – 260 °С | 60 – 70 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| Медный наполнитель | 190-210°С | 20-55°С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | |||
| Электростатический разряд АБС | 240 – 245 °С | 110°С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| ГЕЛЬ-ЛЕЙ | 225 – 235 °С | 20 – 55 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| БЕДРА | 240°С | 120°С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| Игус Иглидур | 240°С | 120°С | Технические материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| ЛАЙ ФОММ 40 | Этот продукт состоит из каучуко-эластомерного полимера и ПВА, что придает ему пенистую пористую консистенцию. При ополаскивании в воде остается только каучуковый полимер в виде микропористого гибкого объекта. При ополаскивании в воде остается только каучуковый полимер в виде микропористого гибкого объекта. | 220 – 230 °С | 40 – 60 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | ||
| ВОЙЛОК | Этот продукт предназначен для печати пористых, гибких объектов с войлочной консистенцией. При ополаскивании в воде компонент ПВС растворяется, оставляя после себя войлочный резиноподобный материал. При ополаскивании в воде компонент ПВС растворяется, оставляя после себя войлочный резиноподобный материал. | 225 – 235 °С | 20 – 55 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | ||
| ЛЕЙ-ФОММ 60 | 220-230 °С | 40 – 60 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| LayWOO-D3 | 175 – 250 °С | 30 °С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | |||
| Нейлон «Платиновая серия» | Нейлон серии Platinum | 245 °С | 80 °С | Технические материалы для 3D-печати | ДЖР2С, ДЖРкс | ||
| Нейлон 618 | 235 – 270 °С | 55 °С | Технические материалы для 3D-печати | ДЖР2С, ДЖРкс | |||
| Нейлон 645 | 245 – 255 °С | 45 °С | Технические материалы для 3D-печати | ДЖР2С, ДЖРкс | |||
| НЕЙЛОН 680 | Полимер представляет собой чистый полимер, одобренный FDA. В химическом производстве или процессах экструзии не используются добавки. Нейлон 680 использует процессы, позволяющие использовать его в 3D-принтерах типа FFM. В химическом производстве или процессах экструзии не используются добавки. Нейлон 680 использует процессы, позволяющие использовать его в 3D-принтерах типа FFM. | 240 °С | 70 °С | Технические материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | ||
| Нейлоновая перемычка | 285 °С | 80 °С | Технические материалы для 3D-печати | ДЖР2С, ДЖРкс | |||
| ПХТПЭ | 240 °С | 70 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРкс | |||
| ПЭТ | 210 – 255 °С | 55 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРкс | |||
| ПЭТГ | 240 °С | 80 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| ПЛА (полимолочная кислота) | 220 °С | 70 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| Поликарбонат/АБС | 285 °С | 130 °С | Технические материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| Поликарбонат | 315 °С | 135 °С | Инженерные материалы для 3D-печати. | ДЖР2С, ДЖРкс | |||
| Мягкий PLA | 220 – 235 °С | 20 – 55 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| Нержавеющая сталь PLA | 195 – 220 °С | 50 °С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | |||
| Т-стекло | 250 °С | 90 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| ТПУ (Wolfbend) | 195 – 230 °С | 70 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | |||
| Лейбрик | 180 – 200 °С | 20 – 55 °С | Наполненные гибридные материалы | ДЖР2С, ДЖРС, ДЖР | |||
| Ninjaflex TPE | Это «термопластичный эластомер», также известный как «термопластичный каучук». «TPE на ощупь похож на резину и возвращается в исходное состояние при разжатии. «TPE на ощупь похож на резину и возвращается в исходное состояние при разжатии. | 240 °С | 50 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | ||
| ПЛА 4043D | Это популярная экологически чистая форма PLA. Он имеет тенденцию экструдироваться при более низких температурах, чем традиционный PLA, и при печати больше похож на ABS. | 180 – 220 °С | 60 – 65 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР | ||
| ПВА | Поливиниловый спирт представляет собой водорастворимый синтетический полимер.Он очень легко печатается и может использоваться в качестве смываемой поддерживающей структуры. | 170 – 190 °С | 45 °С | Стандартные материалы для 3D-печати | ДЖР2С, ДЖРС, ДЖР |
 "}»> ТЕМП.
"}»> ТЕМП.  "}»> Это чрезвычайно прозрачный материал, который позволяет печатать почти прозрачные предметы, и в то же время он удивительно упругий и эластичный.
"}»> Это чрезвычайно прозрачный материал, который позволяет печатать почти прозрачные предметы, и в то же время он удивительно упругий и эластичный. "}»> состоит из органического материала, известного как лигнины, которые взвешены в матрице PLA. Лигнины отвечают за обеспечение прочности и жесткости клеточных стенок растений и являются одним из основных ингредиентов бумаги.Полученная нить не токсична и биоразлагаема, а ее отпечатки напоминают льняную текстуру.
"}»> состоит из органического материала, известного как лигнины, которые взвешены в матрице PLA. Лигнины отвечают за обеспечение прочности и жесткости клеточных стенок растений и являются одним из основных ингредиентов бумаги.Полученная нить не токсична и биоразлагаема, а ее отпечатки напоминают льняную текстуру. The filament is ideal for applications that require high strength and rigidity. The resulting print will have a matte black appearance."}»> CFR-ABS состоит из углеродных волокон, взвешенных в матрице ABS. Нить идеальна для применений, требующих высокой прочности и жесткости. Полученный отпечаток будет иметь матово-черный вид.
The filament is ideal for applications that require high strength and rigidity. The resulting print will have a matte black appearance."}»> CFR-ABS состоит из углеродных волокон, взвешенных в матрице ABS. Нить идеальна для применений, требующих высокой прочности и жесткости. Полученный отпечаток будет иметь матово-черный вид. Printed projects have a smooth glossy sheen."}»> Этот продукт похож на PLA, но с улучшенной термостойкостью и прочностью сцепления.Напечатанные проекты имеют гладкий глянцевый блеск.
Printed projects have a smooth glossy sheen."}»> Этот продукт похож на PLA, но с улучшенной термостойкостью и прочностью сцепления.Напечатанные проекты имеют гладкий глянцевый блеск. "}»> При шлифовке и полировке этот материал приобретает металлический блеск. Copperfill примерно в 3 раза тяжелее традиционных полимеров PLA/PHA, поэтому он позволяет создавать объекты с небольшим весом.
"}»> При шлифовке и полировке этот материал приобретает металлический блеск. Copperfill примерно в 3 раза тяжелее традиционных полимеров PLA/PHA, поэтому он позволяет создавать объекты с небольшим весом. This product is commonly used in applications that require electrostatic discharge (ESD) protection."}»> Он принадлежит к семейству специальных нитей, в которых используются нанотрубки с углеродными стенками для производства продукта, способного проводить электричество.Этот продукт обычно используется в приложениях, требующих защиты от электростатического разряда (ЭСР).
This product is commonly used in applications that require electrostatic discharge (ESD) protection."}»> Он принадлежит к семейству специальных нитей, в которых используются нанотрубки с углеродными стенками для производства продукта, способного проводить электричество.Этот продукт обычно используется в приложениях, требующих защиты от электростатического разряда (ЭСР). Gel-Lay is part rubber-elastomeric polymer and part PVS. When rinsed in water only the rubber polymer remains as a micro-porous and flexible object."}»> Это желеобразный материал, который идеально подходит для создания эластичных, мягких предметов. Gel-Lay состоит из каучуко-эластомерного полимера и ПВС. При ополаскивании в воде остается только каучуковый полимер в виде микропористого и гибкого объекта.
Gel-Lay is part rubber-elastomeric polymer and part PVS. When rinsed in water only the rubber polymer remains as a micro-porous and flexible object."}»> Это желеобразный материал, который идеально подходит для создания эластичных, мягких предметов. Gel-Lay состоит из каучуко-эластомерного полимера и ПВС. При ополаскивании в воде остается только каучуковый полимер в виде микропористого и гибкого объекта. It has very similar properties to ABS and works well as a support material using Limonene to dissolve it."}»> HIPS — сокращение от ударопрочного полистирола. По своим свойствам он очень похож на АБС и хорошо работает в качестве поддерживающего материала, растворяя лимонен.
It has very similar properties to ABS and works well as a support material using Limonene to dissolve it."}»> HIPS — сокращение от ударопрочного полистирола. По своим свойствам он очень похож на АБС и хорошо работает в качестве поддерживающего материала, растворяя лимонен. "}»> Igus iglidur — это относительно новый материал, который в 50 раз более устойчив к истиранию, чем обычные материалы для 3D-печати.
"}»> Igus iglidur — это относительно новый материал, который в 50 раз более устойчив к истиранию, чем обычные материалы для 3D-печати. "}»> Этот продукт состоит из каучуко-эластомерного полимера и ПВА, что придает ему пенистую пористую консистенцию. При ополаскивании в воде остается только каучуковый полимер в виде микропористого, гибкого объекта, который немного более тверд, чем Lay-Fomm 40.
"}»> Этот продукт состоит из каучуко-эластомерного полимера и ПВА, что придает ему пенистую пористую консистенцию. При ополаскивании в воде остается только каучуковый полимер в виде микропористого, гибкого объекта, который немного более тверд, чем Lay-Fomm 40. "}»> LayWOO-D3 представляет собой смесь переработанных древесных волокон и полимерных связующих. Напечатанная древесина может выглядеть шероховатой (аналогично МДФ) или иметь гладкую поверхность.
"}»> LayWOO-D3 представляет собой смесь переработанных древесных волокон и полимерных связующих. Напечатанная древесина может выглядеть шероховатой (аналогично МДФ) или иметь гладкую поверхность. Unlike most nylon filaments, Platinum Series Nylon can print at lower temperatures which makes it better suited for use with print jobs that require two different types of materials. Platinum Series Nylon is naturally white and can be dyed with standard clothing dye to achieve custom colors."}»> — это прочный и долговечный материал, который идеально подходит для применений, требующих сопротивления истиранию и ударопрочности.В отличие от большинства нейлоновых нитей, нейлоновые нити Platinum Series могут печатать при более низких температурах, что делает их более подходящими для печати, требующей двух разных типов материалов. Нейлон Platinum Series естественно белого цвета и может быть окрашен стандартным красителем для одежды для достижения желаемого цвета.
Unlike most nylon filaments, Platinum Series Nylon can print at lower temperatures which makes it better suited for use with print jobs that require two different types of materials. Platinum Series Nylon is naturally white and can be dyed with standard clothing dye to achieve custom colors."}»> — это прочный и долговечный материал, который идеально подходит для применений, требующих сопротивления истиранию и ударопрочности.В отличие от большинства нейлоновых нитей, нейлоновые нити Platinum Series могут печатать при более низких температурах, что делает их более подходящими для печати, требующей двух разных типов материалов. Нейлон Platinum Series естественно белого цвета и может быть окрашен стандартным красителем для одежды для достижения желаемого цвета. It is very strong but tends to warp strongly, similar to ABS. Unlike ABS, however, it\u2019s hard to get it to stick to the print surface. The best prints are produced when 1/4\" Garolite LE is placed over the heated bed on an Airwolf 3D printer."}»> Taulman «618» — это высокопрочный сополимер нейлона.Он очень прочный, но имеет тенденцию сильно деформироваться, подобно АБС. Однако, в отличие от ABS, его трудно приклеить к поверхности печати. Наилучшие отпечатки получаются, когда 1/4″ Garolite LE помещается на нагретый стол 3D-принтера Airwolf.
It is very strong but tends to warp strongly, similar to ABS. Unlike ABS, however, it\u2019s hard to get it to stick to the print surface. The best prints are produced when 1/4\" Garolite LE is placed over the heated bed on an Airwolf 3D printer."}»> Taulman «618» — это высокопрочный сополимер нейлона.Он очень прочный, но имеет тенденцию сильно деформироваться, подобно АБС. Однако, в отличие от ABS, его трудно приклеить к поверхности печати. Наилучшие отпечатки получаются, когда 1/4″ Garolite LE помещается на нагретый стол 3D-принтера Airwolf. "}»> Taulman «645» обладает очень высокой прочностью, долговечностью и хорошей химической стойкостью.
"}»> Taulman «645» обладает очень высокой прочностью, долговечностью и хорошей химической стойкостью. "}»> Этот филамент назван «мостом» из-за его способности преодолевать разрыв между нитями из АБС и нейлона для 3D-печати в стиле FFF.Nylon Bridge имеет прочностные характеристики, аналогичные Nylon 645, но с лучшими печатными характеристиками, включая улучшенную адгезию к слою.
"}»> Этот филамент назван «мостом» из-за его способности преодолевать разрыв между нитями из АБС и нейлона для 3D-печати в стиле FFF.Nylon Bridge имеет прочностные характеристики, аналогичные Nylon 645, но с лучшими печатными характеристиками, включая улучшенную адгезию к слою. PCTPE provides the smooth lustrous texture of nylon with the added flexibility offered in rubbery products like TPE."}»> PCTPE обладает несколькими уникальными свойствами, которые позволяют пользователям печатать очень гибкие детали с долговечностью нейлоновых полимеров. PCTPE обеспечивает гладкую блестящую текстуру нейлона с дополнительной гибкостью, характерной для резиновых изделий, таких как TPE.
PCTPE provides the smooth lustrous texture of nylon with the added flexibility offered in rubbery products like TPE."}»> PCTPE обладает несколькими уникальными свойствами, которые позволяют пользователям печатать очень гибкие детали с долговечностью нейлоновых полимеров. PCTPE обеспечивает гладкую блестящую текстуру нейлона с дополнительной гибкостью, характерной для резиновых изделий, таких как TPE. "}»> PET или полиэтилентерефталат — это легкий бесцветный материал, который обычно используется для печати полупрозрачных объектов, обладающих прочностью и ударопрочностью.
"}»> PET или полиэтилентерефталат — это легкий бесцветный материал, который обычно используется для печати полупрозрачных объектов, обладающих прочностью и ударопрочностью. PETG can be found in many colors including transparent."}»> PETG также известен как модифицированный гликолем PET или, реже, как GPET.Этот материал обладает высокой степенью прочности и ударопрочности, а также очень гибок и пригоден для вторичной переработки. PETG можно найти во многих цветах, включая прозрачный.
PETG can be found in many colors including transparent."}»> PETG также известен как модифицированный гликолем PET или, реже, как GPET.Этот материал обладает высокой степенью прочности и ударопрочности, а также очень гибок и пригоден для вторичной переработки. PETG можно найти во многих цветах, включая прозрачный. It is biodegradable, easy to use, and provides great surface finish and print quality. PLA can be dissolved in lye-based drain cleaner (such as Drano) while leaving other materials such as ABS unaffected, which makes it an excellent support material."}»> Сегодня это один из наиболее часто используемых материалов в 3D-печати. Он биоразлагаем, прост в использовании и обеспечивает отличное качество поверхности и печати.PLA можно растворить в очистителе на основе щелочи (например, Drano), не затрагивая другие материалы, такие как ABS, что делает его отличным поддерживающим материалом.
It is biodegradable, easy to use, and provides great surface finish and print quality. PLA can be dissolved in lye-based drain cleaner (such as Drano) while leaving other materials such as ABS unaffected, which makes it an excellent support material."}»> Сегодня это один из наиболее часто используемых материалов в 3D-печати. Он биоразлагаем, прост в использовании и обеспечивает отличное качество поверхности и печати.PLA можно растворить в очистителе на основе щелочи (например, Drano), не затрагивая другие материалы, такие как ABS, что делает его отличным поддерживающим материалом. PC-ABS alloy provides vast improvements over standard ABS in terms of heat deflection, impact resistance, rigidity, and surface finish."}»> Это невероятно прочный материал, предназначенный для прочных и упругих деталей. Сплав PC-ABS обеспечивает значительные улучшения по сравнению со стандартным ABS с точки зрения тепловой деформации, ударопрочности, жесткости и чистоты поверхности.
PC-ABS alloy provides vast improvements over standard ABS in terms of heat deflection, impact resistance, rigidity, and surface finish."}»> Это невероятно прочный материал, предназначенный для прочных и упругих деталей. Сплав PC-ABS обеспечивает значительные улучшения по сравнению со стандартным ABS с точки зрения тепловой деформации, ударопрочности, жесткости и чистоты поверхности. Polycarbonate filament is a high temperature material that offers good heat resistance and layer bonding, and is produces an excellent finish when printed."}»> Это прочный и долговечный материал, который можно испытать на действующих прототипах. Поликарбонатная нить представляет собой высокотемпературный материал, который обеспечивает хорошую термостойкость и сцепление слоев, а также обеспечивает превосходную отделку при печати.
Polycarbonate filament is a high temperature material that offers good heat resistance and layer bonding, and is produces an excellent finish when printed."}»> Это прочный и долговечный материал, который можно испытать на действующих прототипах. Поликарбонатная нить представляет собой высокотемпературный материал, который обеспечивает хорошую термостойкость и сцепление слоев, а также обеспечивает превосходную отделку при печати. It prints easily and can be removed easily when used as a support material. This material is best used with small layer heights due to the increased stresses that result during flexion."}»> Это гибкий материал для 3D-печати, который на ощупь и действует как резина. Он легко печатается и может быть легко удален при использовании в качестве вспомогательного материала. Этот материал лучше всего использовать с небольшой высотой слоя из-за повышенных напряжений, возникающих при изгибе.
It prints easily and can be removed easily when used as a support material. This material is best used with small layer heights due to the increased stresses that result during flexion."}»> Это гибкий материал для 3D-печати, который на ощупь и действует как резина. Он легко печатается и может быть легко удален при использовании в качестве вспомогательного материала. Этот материал лучше всего использовать с небольшой высотой слоя из-за повышенных напряжений, возникающих при изгибе. The material may be sanded and polished to produce a metalic sheen or left with a rough texture to produce the effect seen in the picture to the left."}»> Этот материал использует металлический порошок, взвешенный в PLA, для производства объектов, которые кажутся сделанными из стали.Материал можно отшлифовать и отполировать для придания металлического блеска или оставить с шероховатой текстурой для создания эффекта, показанного на рисунке слева.
The material may be sanded and polished to produce a metalic sheen or left with a rough texture to produce the effect seen in the picture to the left."}»> Этот материал использует металлический порошок, взвешенный в PLA, для производства объектов, которые кажутся сделанными из стали.Материал можно отшлифовать и отполировать для придания металлического блеска или оставить с шероховатой текстурой для создания эффекта, показанного на рисунке слева. It is made of FDA approved polymers for direct food contact in applications such as containers. Printed parts have a clear, crystal-like quality. T-glase also prints easily on acrylic, glass, and PET film."}»> T-glase (произносится как Tee Glass) — это специальный состав PETG, производимый Taulman 3D. Он изготовлен из полимеров, одобренных FDA для прямого контакта с пищевыми продуктами, таких как контейнеры.Печатные детали имеют чистое, кристально чистое качество. T-glase также легко печатается на акриле, стекле и ПЭТ-пленке.
It is made of FDA approved polymers for direct food contact in applications such as containers. Printed parts have a clear, crystal-like quality. T-glase also prints easily on acrylic, glass, and PET film."}»> T-glase (произносится как Tee Glass) — это специальный состав PETG, производимый Taulman 3D. Он изготовлен из полимеров, одобренных FDA для прямого контакта с пищевыми продуктами, таких как контейнеры.Печатные детали имеют чистое, кристально чистое качество. T-glase также легко печатается на акриле, стекле и ПЭТ-пленке. TPU has good elasticity and transparency, and it is resistant to oil, grease, and abrasion. Wolfbend TPU is much stronger than typical TPU. Layer-to-layer bonding is incredible and layer separation is virtually non-existent."}»> TPU означает термопластичный полиуретан. ТПУ обладает хорошей эластичностью и прозрачностью, устойчив к маслам, жирам и истиранию. Wolfbend TPU намного прочнее обычного TPU. Склеивание слоев невероятно, а разделения слоев практически не существует.
TPU has good elasticity and transparency, and it is resistant to oil, grease, and abrasion. Wolfbend TPU is much stronger than typical TPU. Layer-to-layer bonding is incredible and layer separation is virtually non-existent."}»> TPU означает термопластичный полиуретан. ТПУ обладает хорошей эластичностью и прозрачностью, устойчив к маслам, жирам и истиранию. Wolfbend TPU намного прочнее обычного TPU. Склеивание слоев невероятно, а разделения слоев практически не существует. "}»> В этом продукте используется тонкоизмельченный мел, взвешенный в полимерах, для создания объектов с консистенцией, похожей на камень.
"}»> В этом продукте используется тонкоизмельченный мел, взвешенный в полимерах, для создания объектов с консистенцией, похожей на камень.Демистификация технических характеристик 3D-принтера
Я не хочу, чтобы вы думали, что все в нашей отрасли вводят вас в заблуждение.
Правда в том, что индустрии 3D-печати в целом не хватает набора стандартных спецификаций, адекватно описывающих то, что вы можете ожидать от 3D-принтера.Даже с устоявшейся технологией спецификации не рассказывают всей истории. Я видел тесты скорости, в которых компьютер с более высокими характеристиками работал медленнее, чем Mac с более низкими характеристиками.
Выходные данныедействительно зависят от аппаратного обеспечения, операционной системы, приложения и ряда других факторов.
С учетом сказанного надежда еще не потеряна. Вот четыре совета, которые помогут вам эффективно оценить различные 3D-принтеры:
Поговорите с компанией. Вы инвестируете во что-то, что поможет вам быстрее выполнять итерации и создавать более качественные продукты.Лучший способ лучше понять технологию компании и то, как работают ее продукты, — это поговорить с ее командой.
Запросить образец детали. Мы установили, что спецификации 3D-принтера — не лучший способ оценить, что на самом деле может производить принтер. Чтобы узнать, соответствует ли конкретный принтер вашим потребностям, попросите производителя 3D-печати прислать вам образец детали, например этот бесплатный образец детали от Formlabs. Получив образец, попросите компанию предоставить дополнительную информацию.Например:
Чтобы узнать, соответствует ли конкретный принтер вашим потребностям, попросите производителя 3D-печати прислать вам образец детали, например этот бесплатный образец детали от Formlabs. Получив образец, попросите компанию предоставить дополнительную информацию.Например:
- Сколько времени ушло на печать?
- Сколько материала было использовано?
- Какая толщина слоя?
Если вы сделаете это несколько раз с несколькими разными компаниями, вы увидите, что качество поверхности на разных принтерах может различаться даже при одинаковой высоте слоя.
Запросите индивидуальные образцы деталей. Не все компании будут это делать, но спросить не помешает. Увидев распечатанный дизайн, вы поймете, чего вам следует ожидать, когда вы начнете эксплуатировать машину.Если большинство ваших деталей защищены интеллектуальной собственностью, попробуйте разработать часть с аналогичными функциями, чтобы не беспокоиться о соглашениях о конфиденциальности.
При отправке дизайна для пользовательского образца убедитесь, что дизайн соответствует вашему бизнесу или варианту использования. Для большинства приложений для создания прототипов я обычно рекомендую отправить дизайн, который представляет примерно 80 процентов вашего бизнеса. Отправка сложной части, которая составляет небольшой процент от того, что вы будете печатать, может привести к покупке решения, которое на самом деле не имеет смысла для вашей работы.
Ищите руководства по дизайну. Большинство производителей 3D-печати опубликовали руководства по проектированию, которые помогают клиентам понять, как лучше использовать и проектировать модели для своих принтеров. Такие руководства, как руководство по проектированию Formlabs, предоставляют спецификации для различных типов функций.
Семь функций 3D-принтера, которые должны быть стандартными « Fabbaloo
Достижение более простой 3D-печати с улучшенными функциями [Источник: Fabbaloo] Настольные 3D-принтеры претерпели значительные изменения за более чем 10 лет своего существования на рынке, но они должны включать в себя гораздо больше функций.
Я использую настольные 3D-принтеры уже более десяти лет, и первые устройства, которые попали на мой стол, были невероятно примитивными по сравнению с сегодняшними устройствами. Если бы их предложили сегодня, особенно по их первоначальным ценам, рынок бы высмеял их.
Почему так? Это связано с тем, что со временем производители настольных 3D-принтеров (и я говорю здесь об оборудовании FFF) постепенно добавляли в свои продукты функции, улучшающие функциональность и производительность.
Как только один производитель вводит функцию, другие быстро пытаются предложить что-то подобное — разумеется, не нарушая патентов.В конце концов, большинство систем предлагают эти функции, и они становятся своего рода стандартом де-факто, которого можно ожидать на любом новом устройстве.
Таким образом, сегодня мы видим настольные 3D-принтеры, которые должны иметь ряд «стандартных» функций, иначе они могут быть быстро обесценены покупателями. Некоторые из этих де-факто стандартных функций включают в себя:
- Автоматическое выравнивание платформы
- Цветной сенсорный экран
- Гибкая рабочая платформа из пружинной стали
- Рабочая платформа с подогревом
- Подключение к облаку
- Дистанционное управление через WiFi/USB
Сейчас трудно подумать о покупке настольного компьютера. эти функции по минимуму.
эти функции по минимуму.
Но в моем опыте обзора нескольких настольных 3D-принтеров я часто сталкиваюсь с необычными функциями, которые, кажется, предлагаются только несколькими производителями 3D-принтеров. Некоторые из них оказались настолько полезными, что я считаю, что сообщество выиграет, если они будут приняты другими производителями и, возможно, станут новыми де-факто стандартными функциями.
Давайте рассмотрим семь необычных, но полезных функций:
Двойной профиль
Двойные экструдеры на 3D-принтере Kodak Portrait [Источник: Fabbaloo]Двойная экструзия — это возможность использовать два активных материала во время одного задания на печать.Причина, по которой это так важно, заключается в том, что один из этих материалов может быть растворимым вспомогательным материалом. Эта конфигурация позволяет чрезвычайно легко надежно печатать очень сложные детали в 3D, что должен делать каждый 3D-принтер.
Эта функция постепенно становится все более популярной, особенно в профессиональных системах, и может даже стать стандартной функцией в будущем. На данный момент он остается эксклюзивным для более дорогих настольных систем.
На данный момент он остается эксклюзивным для более дорогих настольных систем.
Прозрачный экструдер
Прозрачный экструдер на настольном 3D-принтере Vyper [Источник: Fabbaloo]Впервые я увидел этот подход на настольном 3D-принтере Anycubic Vyper.Корпус экструдера изготовлен из прозрачного материала, что позволяет оператору видеть внутреннюю часть экструдера во время работы.
Это ценно, потому что дает представление о проблемах, возникающих при застревании нити. Можно сразу увидеть, произошел ли разрыв нити, застряла ли нить и где она застряла.
Теоретически прозрачный экструдер должен быть простым для почти каждого производителя 3D-принтеров: просто сделайте корпус экструдера из прозрачного материала.
Ручка для переноски
Не знаю, как вы, а я часто перемещаю 3D-принтеры. Это может быть транспортировка в отдаленное место или просто перестановка на полке.
В любом случае ручка для переноски не помешала бы. Из-за разной конструкции 3D-принтеров мне всегда приходится думать, как именно поднять настольный 3D-принтер. Если я возьму его здесь, он что-нибудь погнет? Может быть, я должен понять это снизу?
Если я возьму его здесь, он что-нибудь погнет? Может быть, я должен понять это снизу?
Всей этой путаницы можно было бы избежать, если бы производители 3D-принтеров включали в свои машины простую ручку для переноски.Сегодня это делают очень немногие, но это простая функция, которую мы должны видеть на каждом устройстве.
Ящик для инструментов
Встроенный ящик для инструментов в настольном 3D-принтере Vyper [Источник: Fabbaloo]Рядом с каждым настольным 3D-принтером, который я видел, есть куча инструментов. Есть боковые резаки для обрезки нити, подъемник для соскребания готовых отпечатков с станины и острогубцы для снятия поддерживающих структур с отпечатка.
Почему валяются эти инструменты?
Это потому, что на станке нет ящика для инструментов, куда их можно было бы поместить.
Почему производители 3D-принтеров не осознают необходимость хранения инструментов? Они ДЕЙСТВИТЕЛЬНО признают, что инструменты необходимы, поскольку большинство устройств оснащены набором инструментов и некоторыми часто используемыми запасными частями. Как насчет ящика для их хранения вместе с машиной, для которой они предназначены?
Как насчет ящика для их хранения вместе с машиной, для которой они предназначены?
Я видел всего несколько настольных систем с выдвижными ящиками. Должно быть еще много.
Прямой экструдер Боудена
Экструдер Nimble [Источник: Zesty]Многие 3D-принтеры страдают от проблем с качеством печати из-за того, что тяжелая инструментальная головка несет большой импульс, который необходимо резко изменять во время резких движений.Традиционным решением этой проблемы было использование экструдера Боудена, в котором тяжелый шаговый двигатель был вынесен наружу, что значительно облегчило инструментальную головку. Однако системы Боудена обычно страдают от неспособности эффективно 3D-печатать гибкими материалами.
Кабель для экструдера Nimble [Источник: Zesty] Одним из решений, которые я видел, является экструдер Zesty Nimble, который предлагает обе возможности. В нем используется внешний шаговый двигатель, который вращает жесткий кабель. Вращающийся кабель передает энергию легкой печатающей головке, которая может печатать гибкими материалами так же легко, как прямой экструдер.
Это блестящая идея, но, похоже, она не прижилась. Trilab разработала собственную версию, и мы слышали новости о том, что у Zesty возникли проблемы с доставкой продукта.
Сменные сопла
Сменные хот-энды для настольного 3D-принтера Adventurer 4 [Источник: Flashforge]Слишком много настольных 3D-принтеров застревают при печати на одних и тех же типах материалов, и одна из причин этого заключается в том, что менять сопла, которые можно использовать для 3D-печати разных материалов, очень сложно. материалы разными способами.
Для абразивных, гибких и других материалов требуются сопла другой конструкции для оптимальной производительности. Для более мелкой или грубой печати требуются сопла разного диаметра. Обычно они меняются местами с помощью гаечного ключа и высоких температур, что многие пользователи не хотят делать.
Некоторые производители 3D-принтеров в настоящее время разрабатывают системы с быстросменными соплами, которые должны решить эту проблему. Однако он еще не получил широкого распространения, и многие из этих систем являются проприетарными, а это означает, что вы часто не можете просто установить еще одну насадку.Нам нужно, чтобы отрасль эволюционировала до стандарта сменных форсунок, где это станет обычным явлением.
Однако он еще не получил широкого распространения, и многие из этих систем являются проприетарными, а это означает, что вы часто не можете просто установить еще одну насадку.Нам нужно, чтобы отрасль эволюционировала до стандарта сменных форсунок, где это станет обычным явлением.
Термоактивируемая адгезивная система
3D-печать сбоку благодаря высокоэффективной системе приклеивания рабочей пластины [Источник: 3DQue]Есть проблема прилипания отпечатка к станине, а есть обратная задача освобождения отпечатка с станины после печати. Как вы можете иметь и адгезию, и высвобождение в одной и той же системе?
Это дилемма форм для 3D-печати.Некоторые преодолевают это, используя гибкие пластины, которые могут поворачиваться, чтобы снять отпечаток, а другие используют для этой цели жидкие химические вещества.
Одно из решений, которое в настоящее время используется только 3DQue, — это поверхность для печати, которая химически разработана так, чтобы плотно прилипать в горячем состоянии, но совершенно не клейкая в холодном состоянии. Некоторые жидкие смеси пытаются сделать это, но они имеют тенденцию слегка прилипать даже в холодном состоянии. Между тем, система 3DQue допускает полную автоматизацию, потому что после охлаждения отпечаток очень рыхлый.
Некоторые жидкие смеси пытаются сделать это, но они имеют тенденцию слегка прилипать даже в холодном состоянии. Между тем, система 3DQue допускает полную автоматизацию, потому что после охлаждения отпечаток очень рыхлый.
Вот семь функций, которые я хотел бы видеть в каждом настольном 3D-принтере. Я что-то пропустил?
Важные функции и характеристики 3D-принтеров, которые вам необходимо знать
Существуют различные типы 3D-принтеров, которые разработаны для создания 3D-объектов и структур. Наиболее распространенными и распространенными видами являются: моделирование осаждения жидкости (FDM), выборочное лазерное позиционирование (SLS), стереолитография (SLA), цифровая обработка света (DLP), селективное лазерное плавление (SLM), производство ламинированных объектов (LOM), цифровое Лучевая плавка (DBM).Каждый вид предлагает свою уникальность, если вы планируете купить 3D-принтер, вот некоторые функции, которые вы должны проверить, прежде чем сделать выбор.
Скорость печати
Скорость — важный фактор, который необходимо учитывать при выборе хорошего 3D-принтера. Никто не захочет тратить много времени на принтер для проекта или деятельности, которая может занять немного меньше времени. Хотя при выборе принтера следует уделять разумное внимание скорости, важно принять к сведению, что печать очень детализированного объекта, имеющего несколько цветов, может привести к замедлению работы даже высокоскоростных принтеров.Поэтому, делая выбор в пользу покупки 3D-принтера, выбирайте высокоскоростной принтер с высоким разрешением.
Никто не захочет тратить много времени на принтер для проекта или деятельности, которая может занять немного меньше времени. Хотя при выборе принтера следует уделять разумное внимание скорости, важно принять к сведению, что печать очень детализированного объекта, имеющего несколько цветов, может привести к замедлению работы даже высокоскоростных принтеров.Поэтому, делая выбор в пользу покупки 3D-принтера, выбирайте высокоскоростной принтер с высоким разрешением.
Экструдеры
Экструзия — это основной процесс 3D-печати, который включает в себя плавление и укладку материала слоями друг на друга. Количество экструдеров, встроенных или доступных для модернизации, является решающим фактором при выборе типа 3D-принтера для покупки. Не все 3D-принтеры могут выполнять многоцветные операции. Для многоцветного дизайна и печати вам нужно будет искать 3D-машины с несколькими экструдерами.Большинство принтеров поставляются с одинарной экструзией, которая подходит для начинающих, а также для создания простых деталей, но для более сложных моделей или разноцветных деталей подходят модели с двойной экструзией.
Область сборки
Максимальный размер объекта, который может построить 3D-принтер, называется областью сборки. Обычно он измеряется в размерах XYZ. Небольшая площадь сборки может быть ограничением, но многие задания на 3D-печать можно разбить на более мелкие части, которые впоследствии можно соединить вместе, поэтому это может быть не таким уж ограничением, как кажется.Как правило, рекомендуется искать площадь сборки не менее (5 x 5 x 5 дюймов 13 x 13 x 13 см), которая должна быть достаточно большой для большинства печатных деталей. Даже самые лучшие 3D-принтеры могут печатать объекты размером с буханку хлеба, а дешевые модели имеют меньшую площадь сборки, которая обычно составляет всего несколько дюймов с каждой стороны. Но эти принтеры могут проектировать и изготавливать объекты с высокой прочностью и гладкостью, которые могут быть очень полезны и важны в доме, от рамок для картин, ваз для цветов, индивидуальных держателей телефонов, украшений для елок, индивидуальных солонок и перечниц до самодельных. замена труднодоступных деталей.
замена труднодоступных деталей.
Разрешение принтера
Разрешение печати определяет уровень детализации, который может получить принтер, обычно измеряется в микронах — чем оно меньше, тем выше уровень детализации объектов, которые вы можете создать. Если вам нужно высокое разрешение для вашего конечного продукта, то было бы целесообразно выбрать 3D-принтер с высоким разрешением, способный обеспечить необходимый уровень детализации и использующий правильный тип материала.
Размер
Размер также является важным фактором, который следует учитывать при покупке 3D-принтера.Важно знать размер объектов или структур, которые вы хотите напечатать, и может ли он соответствовать печатной платформе. Размер печатной платформы также может позволить вам сделать решение, более ориентированное на продукт; так как несколько объектов могут быть напечатаны в одном задании на печать. Кроме того, выбор более крупного принтера также увеличит стоимость. Вы должны позаботиться о том, чтобы не идти на компромисс, когда речь заходит о других спецификациях. Перед размещением заказа на материал необходимо проверить диаметр нити принтера. У вас может быть принтер, который поддерживает размеры 1.75 мм или 3 мм. Большинство моделей не поддерживают обе стороны, поэтому обязательно проверьте перед размещением заказа. Вы можете найти эти материалы в Интернете по адресу: https://www.dobot.cc/products/mooz-overview.html
Перед размещением заказа на материал необходимо проверить диаметр нити принтера. У вас может быть принтер, который поддерживает размеры 1.75 мм или 3 мм. Большинство моделей не поддерживают обе стороны, поэтому обязательно проверьте перед размещением заказа. Вы можете найти эти материалы в Интернете по адресу: https://www.dobot.cc/products/mooz-overview.html
Типы материалов для печати
Ключевой фактор, который следует учитывать при принятии правильного решения о покупке 3D-принтер — это тип материалов для печати, которые вы хотели бы использовать. Компании проводят множество исследований, чтобы найти новые материалы, пригодные для печати. Если вы хотите использовать различные типы материалов в своем дизайне и 3D-печати, обязательно сделайте правильный выбор в пользу обширного принтера, который подходит для этой задачи.Наиболее распространены PLA, ABS и нейлон.
Многоцветная печать
При выборе хорошего 3D-принтера лучше всего подходят многоцветные принтеры, поскольку они могут печатать более чем одним цветом за одно задание печати. Эти многоцветные принтеры оснащены несколькими нитями разных цветов.
Эти многоцветные принтеры оснащены несколькими нитями разных цветов.
Свобода нити
Нить — это необработанный, намотанный на катушку пластик, который расплавляется и наслаивается на 3D-печатный объект. В настоящее время для печати доступно множество различных полимеров.Каждый из них имеет свои преимущества и недостатки, связанные с пригодностью для печати, прочностью, гибкостью и термостойкостью. Есть также много поставщиков, которые производят филамент. Многие из них заработали репутацию за превосходство в цвете, отделке, долговечности и общей точности. Подобно художнику, который тщательно выбирает кисти и краски, вы должны иметь возможность самостоятельно выбирать материал для своих проектов. Избегайте принтеров, которые требуют использования пластика определенной марки. Часто это означает, что вы в конечном итоге заплатите гораздо больше за меньший выбор.
Время принятия решения
Перед покупкой 3D-принтера следует учитывать несколько характеристик и функций, особенно если это ваш первый принтер. Если вы прошли это руководство сверху вниз, теперь у вас должно быть хорошее общее представление о том, что искать.
Если вы прошли это руководство сверху вниз, теперь у вас должно быть хорошее общее представление о том, что искать.
Технология 3D-печати оказалась инновационной и нашла применение в домах. Если вы решили купить 3D-принтер, чтобы опробовать эту интеллектуальную и удобную для дома технологию, чтобы получить желаемые результаты в оптимальные сроки и по стоимости с потрясающими функциями, вы можете попробовать Dobot Mooz из-за его высокотехнологичности и первоклассности. производительность, особенности и функции, которые дают ему преимущество перед конкурентами на рынке.
Преимущества 3D-печати
Стоимость
Стоимость изготовления можно разделить на 3 категории; затраты на эксплуатацию машины, материальные затраты и трудозатраты.
Затраты на эксплуатацию машины :
Большинство настольных 3D-принтеров потребляют такое же количество энергии, как и ноутбуки. Промышленные технологии аддитивного производства потребляют большое количество энергии для производства одной детали. Однако возможность изготовления изделий сложной геометрии за один шаг приводит к более высокой эффективности и увеличению оборота.Затраты на эксплуатацию машины, как правило, вносят наименьший вклад в общую стоимость производства.
Однако возможность изготовления изделий сложной геометрии за один шаг приводит к более высокой эффективности и увеличению оборота.Затраты на эксплуатацию машины, как правило, вносят наименьший вклад в общую стоимость производства.
Материальные затраты :
Стоимость материалов для аддитивного производства существенно различается в зависимости от технологии. В настольных FDM-принтерах используются филаментные катушки, которые стоят около 25 долларов за кг, а для SLA-печати требуется смола, розничная цена которой составляет около 150 долларов за литр. Ассортимент материалов, доступных для аддитивного производства, затрудняет количественное сравнение с традиционным производством.Нейлоновый порошок, используемый в SLS, стоит около 70 долларов за кг, в то время как сопоставимые нейлоновые гранулы, используемые для литья под давлением, можно купить всего за 2-5 долларов за кг. Затраты на материалы являются самым большим фактором, влияющим на стоимость детали, изготовленной с помощью аддитивного производства.
Затраты на оплату труда :
Одним из основных преимуществ 3D-печати является низкая стоимость рабочей силы. Помимо постобработки, большинству 3D-принтеров требуется, чтобы оператор нажимал только кнопку. Затем машина следует полностью автоматизированному процессу производства детали.По сравнению с традиционным производством, где обычно требуются высококвалифицированные механики и операторы, трудозатраты на 3D-принтер практически нулевые.
Аддитивное производство в малых объемах имеет очень конкурентоспособную стоимость по сравнению с традиционным производством. Для производства прототипов, которые проверяют форму и соответствие, это значительно дешевле, чем другие альтернативные методы производства (например, литье под давлением) и часто конкурентоспособно для изготовления одноразовых функциональных деталей.Традиционные методы производства становятся более рентабельными по мере увеличения объемов производства, а высокие затраты на настройку оправдываются большими объемами производства.
Хотите узнать стоимость 3D-печати? Получите мгновенную смету
3D печать пластиком. 3D печать металлом
Типы 3D-принтеров: полное руководство
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные с продаж и другими способами.
3D-печать — новейшая разработка, которая понравится всем, кто любит простые в использовании интерактивные технологии.Инженеры и ученые работают с этим удивительным оборудованием еще с 1983 года. Именно тогда американский инженер Чарльз (Чак) Халл изобрел первый в мире 3D-принтер. Он назвал это своей машиной SLA, что означает стереолитографический аппарат.
Некоторые представители отрасли называют часть процесса 3D-печати аддитивным производством (AM), но здесь мы будем использовать его практическое название — 3D-печать. Это сделает руководство последовательным и удобным для чтения.
Причины появления нескольких типов 3D-принтеров
Причины, по которым существуют разные типы 3D-принтеров, и процессы печати аналогичны 2D-принтерам, с которыми мы так хорошо знакомы. Все сводится к следующим шести соображениям:
Все сводится к следующим шести соображениям:
- Стоимость принтера
- Качество печати
- Скорость печати
- Возможности принтера
- Практичность
- Ожидания пользователя
Некоторые принтеры печатают только текст Используемые технологии и материалы также различаются, как и то, как машина выдавливает чернила на бумагу. 3D-принтеры еще умнее. И, как и их 2D-аналоги, они также предлагают ряд вариантов, включая качество, материалы и цену.
Кратко о процессе 3D-печати
Процесс 3D-печати для домашнего пользователя больше не будет сложным, как только вы усвоите основные принципы. Итак, принтеры, материалы для печати, печатные объекты и программное обеспечение для 3D-печати могут различаться. Тем не менее, несмотря на это, процесс от проектирования до конечного продукта идет по одному и тому же пути. Мы подробно рассмотрели эти процессы в другом руководстве, но вот как это выглядит вкратце:
- Пользователь имеет доступ к приложению для 3D-моделирования или 3D-сканеру
- Пользователь создает виртуальный дизайн (3D-модель) объект, который они хотят напечатать в 3D
- Пользователь обычно сохраняет свой проект в виде файла автоматизированного проектирования или сокращенно CAD
- Пользователь нарезает свой файл CAD перед отправкой на принтер
- Пользователь загружает нарезанный файл CAD на 3D-принтер
- Принтер считывает каждый фрагмент 2D-файла для создания трехмерного объекта
Для кого предназначено это руководство?
Это простое руководство предназначено для тех, кто хочет понять разницу между различными типами 3D-печати. Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
К концу этого руководства у вас будет хорошее базовое представление обо всех типах 3D-принтеров, доступных сегодня. Если вы думаете об инвестировании в 3D-принтер, мы вам поможем. Вы будете в гораздо лучшем положении, чтобы принять взвешенное решение, прежде чем расстаться со своими с трудом заработанными деньгами.
В центре внимания этого руководства
В этом руководстве рассматриваются наиболее распространенные типы 3D-принтеров, используемых сегодня. Сначала мы представим каждую из этих машин по их длинным именам. После этого мы будем использовать соответствующие сокращения, чтобы облегчить чтение. Например, стереолитография становится SLA. И производство ламинированных объектов становится LOM, как два примера.
Вот девять типов 3D-принтеров, о которых вы узнаете:
- Стереолитография (SLA)
- Цифровая обработка света (DLP)
- Моделирование методом наплавления (FDM)
- Селективное лазерное спекание (SLS)
- Лазерное селективное плавление 9078 (SLM)
- Электронно-лучевое плавление (EBM)
- Производство ламинированных объектов (LOM)
- Распыление связующего (BJ)
- Распыление материала (MJ)
Основные компоненты 3D-принтера
837 837 837 837 837 чтобы взглянуть на различные типы 3D-принтеров и методы печати, мы уделим немного времени, чтобы перечислить основные компоненты этих машин.Есть много частей, и каждая из них играет решающую роль в процессе печати. Мы не собираемся вдаваться в технические подробности. Однако все же важно знать, каковы основные компоненты. Это поможет вам лучше понять процессы печати при чтении различных разделов.Основными компонентами и их использованием в 3D-принтере являются:
- Рама 3D-принтера: удерживает машину вместе
- Механизм движения головки 3D-принтера: перемещается относительно платформы для печати во всех направлениях
- Головка 3D-принтера: Сопло для нанесения нити или нанесения красок и жидкого связующего
- Платформа для 3D-печати или рабочая платформа: часть принтера, на которой печатается объект
- Шаговые двигатели 3D-принтера (не менее 4): используются для точного позиционирования и управления скоростью
- Электроника 3D-принтера: используется для привода двигателей, нагрева экструдера и многого другого
- Прошивка 3D-принтера: постоянное программное обеспечение, используемое для управления всеми аспектами 3D-принтера
- Программное обеспечение 3D-принтера: не является частью самого принтера, но все же необходимо для печати process
Здесь вы можете прочитать более подробное описание компонентов 3D-принтера.
Вспомогательные вещества для 3D-печати
Многие 3D-принтеры используют различные вещества для поддержки сложной геометрии. Вспомогательные материалы так же важны для процесса 3D-печати, как и основные материалы. Без поддержки во время сборки не было бы успешного результата. Эти материалы предлагают лучшее решение, чем старые физические опорные конструкции прошлого. После завершения печати пользователь просто удаляет все поддерживающие вещества с готовой детали.
В некоторых 3D-технологиях используются поддерживающие материалы, которые растворяются при помещении в химическую ванну.Другие будут использовать окружающий порошок, чтобы держать все на месте. А есть те, в которых используется жидкое гелеобразное вещество. В этом руководстве вы прочтете о том, какой процесс печати использует какие вспомогательные материалы.
1) Технология стереолитографии (SLA)
SLA — это быстрый процесс прототипирования. Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов.Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y.Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов.Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y.Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
После завершения кто-то берет 3D-объект из принтера и осторожно отсоединяет его от платформы. В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным.В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным.В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
Некоторые SLA-принтеры включают: 3D-принтер Pegasus Touch с технологией SLA, 3D-принтер XYZprinting Nobel 1.0 SLA, настольный 3D-принтер SUNLU SLA, 3D-принтер Form 1+ SLA.
2) Технология цифровой обработки света (DLP)
DLP — старейшая из технологий 3D-печати, созданная человеком по имени Ларри Хорнбек еще в 1987 году. работает с фотополимерами. Жидкая пластиковая смола, используемая принтером, помещается в полупрозрачный контейнер для смолы. Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы.Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы.Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Еще одним преимуществом технологии DLP-печати является то, что она надежна и каждый раз позволяет получать модели с высоким разрешением.Это также экономично благодаря возможности использовать более дешевые материалы даже для сложных и детализированных объектов. Это не только сокращает отходы, но и снижает затраты на печать.
Некоторые DLP-принтеры включают: Makex M-one Desktop DLP 3D Printer, Desktop UV DLP, LumiPocket – Miniature DLP, Solus DLP 3D Printer
3) Технология моделирования методом наплавления (FDM)
FDM — это процесс 3D-печати, разработанный Скоттом Крампом, а затем внедренный компанией Stratasys Ltd. , в 1980-х гг. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
, в 1980-х гг. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса. Перед началом процесса FDM-печати пользователь должен разбить данные 3D CAD (3D-модель) на несколько слоев с помощью специального программного обеспечения. Нарезанные данные САПР отправляются на принтер, который затем строит объектный слой за раз на платформе сборки.Он делает это просто путем нагревания, а затем выдавливания термопластичной нити через сопло на основу. Принтер также может экструдировать различные вспомогательные материалы, а также термопласт. Например, для поддержки верхних слоев принтер может добавить под них специальный поддерживающий материал, который затем растворяется после процесса печати. Как и во всех 3D-принтерах, время, необходимое для печати, зависит от размера объекта и его сложности.
Как и многие другие 3D-технологии, готовый объект нуждается в очистке.Необработанные детали FDM могут отображать довольно заметные линии слоев на некоторых объектах. Очевидно, что после печати потребуется ручная шлифовка и отделка. Только так можно получить гладкий конечный продукт с ровной поверхностью. Готовые объекты FDM функциональны и долговечны. Это делает его популярным процессом для использования в широком спектре отраслей, в том числе для машиностроения и производителей деталей. BMW использует 3D-печать FDM, как и известная пищевая компания Nestle, и это лишь некоторые из них.
Некоторые FDM-принтеры включают: Настольный FDM-принтер JGAURORA, настольный FDM-принтер высокого разрешения ALUNAR, оригинальный Prusa i3 MK2, PowerSpec 3D Pro, Lulzbot Mini, FlashForge Creator Pro.
4) Технология селективного лазерного спекания (SLS)
Американский бизнесмен, изобретатель и преподаватель доктор Карл Декард разработал и запатентовал технологию SLS в середине 1980-х годов. Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Платформа сборки, или станина, постепенно опускается с каждым последующим лазерным сканированием.Это процесс, который повторяется по одному слою за раз, пока не достигнет высоты объекта. Во время процесса сборки существует неспеченная поддержка из других порошков, которые окружают и защищают модель. Это означает, что 3D-объектам не нужны другие опорные конструкции во время сборки. Кто-то удалит неспеченные порошки вручную после печати. SLS производит прочные, высокоточные детали и может использовать широкий спектр материалов. Это идеальная технология для полнофункциональных деталей и прототипов для конечного использования.SLS очень похож на технологию SLA по скорости и качеству. Основное различие заключается в материалах, поскольку SLS использует порошкообразные вещества, тогда как SLA использует жидкие смолы. Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Некоторые SLA-принтеры включают: XYZprinting Nobel 1.0 SLA 3D Printer, SUNLU SLA Desktop 3D Printer, Formlabs Form 2, 3D Systems ProJet 1200, DWS Lab Xfab.
5) Технология селективного лазерного плавления (SLM)
Изображение с ProtoshapeSLM дебютировал еще в 1995 году.Это было частью немецкого исследовательского проекта Института Фраунгофера ILT, расположенного в самом западном городе страны Ахене. Как и SLA (см. выше), SLM также использует мощный лазерный луч для формирования 3D-деталей. В процессе печати лазерный луч плавит и сплавляет различные металлические порошки. Простой способ взглянуть на это состоит в том, чтобы разбить основной процесс следующим образом:
Порошкообразный материал + тепло + точность + многослойная структура = идеальный трехмерный объект.
Когда лазерный луч достигает тонкого слоя материала, он выборочно соединяет или сваривает частицы вместе. После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
SLM-печать обычно используется для трехмерных деталей со сложной структурой, геометрией и тонкими стенками.Аэрокосмическая промышленность использует 3D-печать SLM в некоторых своих новаторских проектах. Как правило, это те, которые сосредоточены на точных, прочных и легких деталях. Однако это дорогостоящая технология, поэтому она непрактична и не популярна среди домашних пользователей. SLM в настоящее время достаточно широко распространен в аэрокосмической и медицинской ортопедической промышленности. Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Некоторые промышленные принтеры SLM включают: SLM Solutions SLM 125, 280 и 500, Realizer SLM 125, Optomec LENS 450 и другие.
6) Технология электронно-лучевой плавки (EBM)
Шведская компания Arcam AB основала EBM ® в 1997 году. Это технология 3D-печати, похожая на SLM (см. техника постельного слияния. Разница между ними заключается в источнике питания. В описанном выше подходе SLM используется мощный лазер в камере с благородным или инертным газом.EBM, с другой стороны, использует мощный электронный пучок в вакууме. Помимо источника питания, остальные процессы между ними очень похожи. Основное применение EBM — 3D-печать металлических деталей. Его основными характеристиками являются способность создавать сложные геометрические формы со свободой дизайна.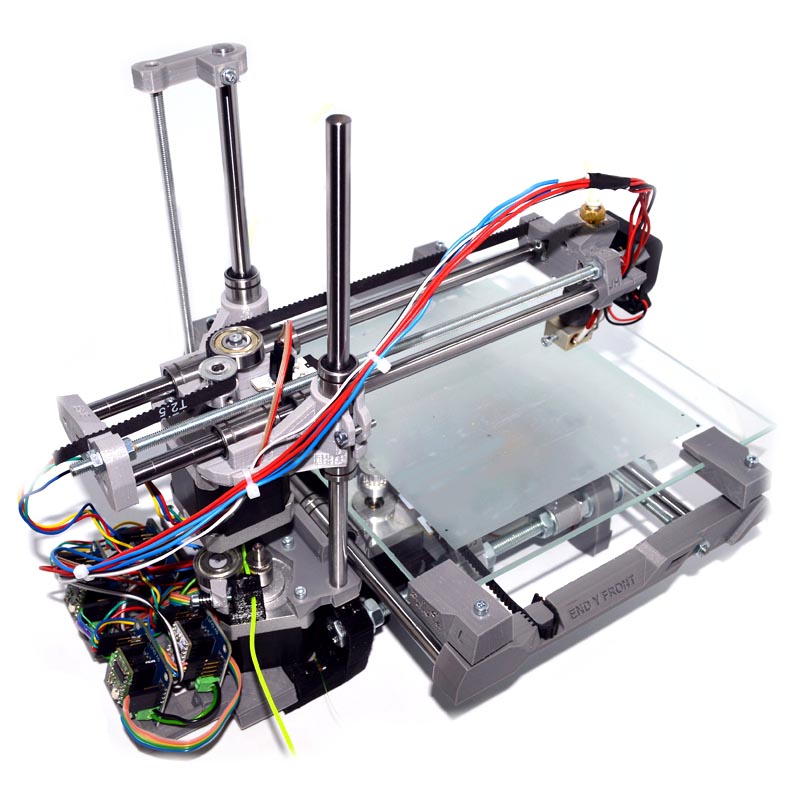 EBM также производит невероятно прочные и плотные детали.
EBM также производит невероятно прочные и плотные детали.
Вот некоторые из других впечатляющих особенностей EBM:
- Не требует дополнительного вспомогательного оборудования для процесса 3D-печати
- Повышенная эффективность использования сырья создавать полностью функциональные, прочные детали по запросу для самых разных отраслей промышленности
Процесс печати начинается, как и большинство других, с того, что пользователь должен сначала создать 3D-модель или компьютерный цифровой файл.
Промышленный EBM-принтер включает: Arcam Q20
7) Технология изготовления ламинированных объектов (LOM)
Калифорнийская компания Helisys Inc. (сейчас Cubic Technologies), и доступный метод 3D-печати. Инженер-конструктор из США Майкл Фейгин — пионер технологий 3D-печати — первоначально запатентовал LOM.
LOM — это система быстрого прототипирования, которая работает путем сплавления или ламинирования слоев пластика или бумаги с использованием тепла и давления. Управляемое компьютером лезвие или лазер вырезают объект до нужной формы. После завершения печати каждого слоя платформа опускается примерно на 1/16 дюйма, готовая к следующему слою. Затем принтер протягивает новый лист материала по подложке, где он приклеивается нагретым валиком. Этот базовый процесс продолжается снова и снова, пока не будет завершена трехмерная часть.
Управляемое компьютером лезвие или лазер вырезают объект до нужной формы. После завершения печати каждого слоя платформа опускается примерно на 1/16 дюйма, готовая к следующему слою. Затем принтер протягивает новый лист материала по подложке, где он приклеивается нагретым валиком. Этот базовый процесс продолжается снова и снова, пока не будет завершена трехмерная часть.
Согласно Википедии, LOM-печать работает следующим образом:
- Лист приклеивается к подложке с помощью нагретого валика.
- Лазер определяет желаемые размеры прототипа.
- Лазерная штриховка области, не связанной с деталями, для облегчения удаления отходов.
- Платформа с готовым слоем движется вниз в сторону.
- Свежий лист материала свернут на место.
- Платформа опускается в новое положение для приема следующего слоя.
- Процесс повторяется.
Возможно, сегодня это не самый популярный метод 3D-печати, но, тем не менее, LOM остается одним из самых быстрых. Это также, пожалуй, самый доступный метод создания 3D-прототипов. Это связано с низкой стоимостью используемых материалов (бумаги и пластика). Это также процесс, который может создавать довольно большие 3D-печатные объекты. Среди тех, кто продолжает использовать принтеры LOM сегодня, есть архитекторы, художники и разработчики продуктов.
Это также, пожалуй, самый доступный метод создания 3D-прототипов. Это связано с низкой стоимостью используемых материалов (бумаги и пластика). Это также процесс, который может создавать довольно большие 3D-печатные объекты. Среди тех, кто продолжает использовать принтеры LOM сегодня, есть архитекторы, художники и разработчики продуктов.
Одним из популярных принтеров LOM является: The Mcor Matrix
8) Технология Binder Jetting (BJ)
Изображение Эндрю УолравенаМассачусетский технологический институт (MIT) впервые изобрел BJ 3D-печать.Вы также можете услышать, что эта технология упоминается под другими названиями, в том числе:
- Печать в порошковом слое
- Струйная 3D-печать
- Капля на порошке
- Струйная обработка связующим (BJ). Это самое популярное имя, и мы будем использовать его для обозначения.
BJ — это процесс 3D-печати, в котором для создания объектов используются два типа материалов: материал на основе порошка (обычно гипс) и связующее вещество. Как следует из названия, «связующий» агент действует как прочный клей для соединения (скрепления) слоев порошка вместе.Сопла принтера выдавливают связующее в жидкой форме, как в обычном струйном 2D-принтере. После завершения каждого слоя рабочая пластина немного опускается, чтобы можно было разместить следующий. Этот процесс повторяется до тех пор, пока объект не достигнет необходимой высоты.
Как следует из названия, «связующий» агент действует как прочный клей для соединения (скрепления) слоев порошка вместе.Сопла принтера выдавливают связующее в жидкой форме, как в обычном струйном 2D-принтере. После завершения каждого слоя рабочая пластина немного опускается, чтобы можно было разместить следующий. Этот процесс повторяется до тех пор, пока объект не достигнет необходимой высоты.
Четыре популярных материала, используемых в BJ-печати, включают:
- Керамика
- Металлы
- Песок
- Пластик
преимущества.Например, эти принтеры позволяют печатать детали в полноцветном режиме. Для этого вы просто добавляете в связующее цветные пигменты, которые обычно включают черный, белый, голубой, желтый и пурпурный. Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.
Некоторые принтеры BJ включают: Addwii представляет X1, ExOne R2, ZCorp Spectrum z510
Кастинг.В отличие от других технологий 3D-печати, у MJ нет ни одного изобретателя. Фактически, до недавнего времени это была скорее техника, чем реальный процесс печати. Это то, что ювелиры использовали на протяжении веков. Восковое литье было традиционным процессом, при котором пользователь производил высококачественные ювелирные изделия с индивидуальным дизайном. Причина, по которой он упоминается здесь, заключается в появлении 3D-печати. Благодаря появлению этой технологии литье воска стало автоматизированным процессом. Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности.На момент написания статьи на рынке было несколько высококачественных профессиональных восковых 3D-принтеров. Вот как они работают:
Как только 3D-модель (файл САПР) загружена на принтер, все системы работают. Принтер добавляет расплавленный (нагретый) воск на алюминиевую сборочную платформу контролируемыми слоями. Это достигается с помощью форсунок, которые равномерно перемещаются по всей площади сборки. Как только нагретый материал попадает на рабочую пластину, он начинает остывать и затвердевать (ультрафиолетовое излучение помогает отвердеть слои).По мере создания 3D-детали гелеобразный материал помогает поддерживать процесс печати более сложной геометрии. Как и все вспомогательные материалы в 3D-печати, его легко удалить впоследствии вручную или с помощью мощных водяных струй. После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется.
Принтер добавляет расплавленный (нагретый) воск на алюминиевую сборочную платформу контролируемыми слоями. Это достигается с помощью форсунок, которые равномерно перемещаются по всей площади сборки. Как только нагретый материал попадает на рабочую пластину, он начинает остывать и затвердевать (ультрафиолетовое излучение помогает отвердеть слои).По мере создания 3D-детали гелеобразный материал помогает поддерживать процесс печати более сложной геометрии. Как и все вспомогательные материалы в 3D-печати, его легко удалить впоследствии вручную или с помощью мощных водяных струй. После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется.
Существуют также 3D-принтеры Polyjet MJ, в которых вместо синтетического воска используются фотополимерные смолы. Технология Polyjet также предлагает очень хорошее разрешение. В отличие от цифровых восковых принтеров люди используют устройства Polyjet для создания деталей для самых разных отраслей.
Некоторые принтеры MJ включают: 3D-принтер ABS, 3D-принтер PLA (большой формат), HP Multi Jet Fusion
Подводя итоги
3D-принтеры и технологии печати постоянно совершенствуются. При этом цены будут продолжать падать, поскольку устройства и процессы становятся все более впечатляющими. Если вы прочитали это руководство от начала до конца, у вас теперь будет хорошее базовое представление о различных 3D-принтерах и о том, как они работают. Вы также узнаете о различных материалах, которые используют принтеры, и об отраслях, которые они поддерживают.И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства.
Нет принтера Нет проблем
Помните также, что вам не обязательно иметь 3D-принтер, чтобы изучать технологию или печатать в 3D. Существует множество бесплатных веб-программ для 3D-печати и моделирования на выбор. Когда у вас есть 3D-дизайн, все готово. Вы должны быть в состоянии найти кого-то в вашем районе с 3D-принтером, который напечатает ваш проект за номинальную плату. Проверьте школы, библиотеки или небольшие стартапы в местных коворкинг-центрах. В противном случае отправьте свой цифровой 3D-файл онлайн и позвольте одному из 3D-сервисов напечатать вашу модель.
Проверьте школы, библиотеки или небольшие стартапы в местных коворкинг-центрах. В противном случае отправьте свой цифровой 3D-файл онлайн и позвольте одному из 3D-сервисов напечатать вашу модель.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
3D-печать становится больше, быстрее и мощнее
Когда металлическая платформа поднимается из чана с жидкой смолой, она вытягивает из жидкости замысловатую белую фигуру — словно восковое существо, выходящее из лагуны.Эта машина является самым быстрым в мире 3D-принтером на основе смолы, и она может создать пластиковую структуру размером с человека за несколько часов, — говорит Чад Миркин, химик из Северо-Западного университета в Эванстоне, штат Иллинойс. Машина, о которой Миркин и его коллеги сообщили в октябре 1 , является одним из множества исследовательских достижений в области 3D-печати, которые расширяют перспективы технологии, когда-то считавшейся полезной в основном для изготовления небольших прототипов низкого качества. Мало того, что 3D-печать становится быстрее и производит более крупные продукты, ученые также изобретают инновационные способы печати и создают более прочные материалы, иногда смешивая несколько материалов в одном продукте.
Мало того, что 3D-печать становится быстрее и производит более крупные продукты, ученые также изобретают инновационные способы печати и создают более прочные материалы, иногда смешивая несколько материалов в одном продукте.
Компании по производству спортивной одежды, авиационные и аэрокосмические производители, а также компании по производству медицинского оборудования стремятся воспользоваться этим преимуществом. «Вы не собираетесь в ближайшее время сидеть дома и распечатывать именно то, что хотите отремонтировать, но крупные производственные компании действительно внедряют эту технологию», — говорит Дженнифер Льюис, материаловед из Гарвардского университета в Кембридже. , Массачусетс.
Новейшие методы могут быть прибыльными для исследователей, многие из которых, в том числе Льюис и Миркин, уже коммерциализируют свою работу.Они также очень интересны, говорит Иэн Тодд, металлург из Университета Шеффилда, Великобритания. «Мы можем добиться от этих материалов производительности, о которой мы не думали. Это то, что действительно волнует материаловеда. Это заставляет людей привыкать к новым странностям».
Это то, что действительно волнует материаловеда. Это заставляет людей привыкать к новым странностям».
Технику 3D-печати также называют «аддитивным производством», потому что вместо вырезания или фрезерования формы из более крупного блока или отливки расплавленного материала в форму, она включает в себя создание объектов снизу вверх.Его преимущества включают меньшее количество отходов и возможность печатать нестандартные конструкции, такие как сложные решетчатые структуры, которые трудно создать другими способами. Недорогие машины для любителей печатают, выдавливая тонкие пластиковые нити из нагретых сопел, создавая структуру слой за слоем — метод, известный как моделирование методом наплавления (FDM). Но термин 3D-печать охватывает гораздо более широкий спектр методов. Один из самых старых использует ультрафиолетовый лазер для сканирования и затвердевания (или «отверждения») светочувствительной смолы слой за слоем.Эта концепция была описана еще в 1984 году в патенте, поданном Чарльзом Халлом 2 , основателем компании 3D Systems в Рок-Хилле, Южная Каролина.
В новейших технологиях, в том числе у Миркина, по-прежнему используется светочувствительная смола, но они быстрее и масштабнее благодаря усовершенствованиям, о которых сообщила в 2015 году группа под руководством Джозефа Дезимоуна, химика и материаловеда из Университета Северной Каролины в Чапеле. Холм 3 . Ранние принтеры были медленными, мелкосерийными и склонными к созданию многослойных, несовершенных и слабых структур.Они нашли свою нишу в быстром прототипировании, создавая пластиковые детали моделей в качестве макетов для последующего производства обычными методами. По словам Тимоти Скотта, исследователя полимеров из Университета Монаша в Мельбурне, Австралия, в качестве области исследований этот вид печати не был захватывающим: «В основном это изготовление безделушек и безделушек. Для химика полимеров это было довольно скучно».
В 2015 году Джозеф Дезимоун из Университета Северной Каролины в Чапел-Хилл представил метод ускорения 3D-печати.Кредит: Carbon 3D Inc.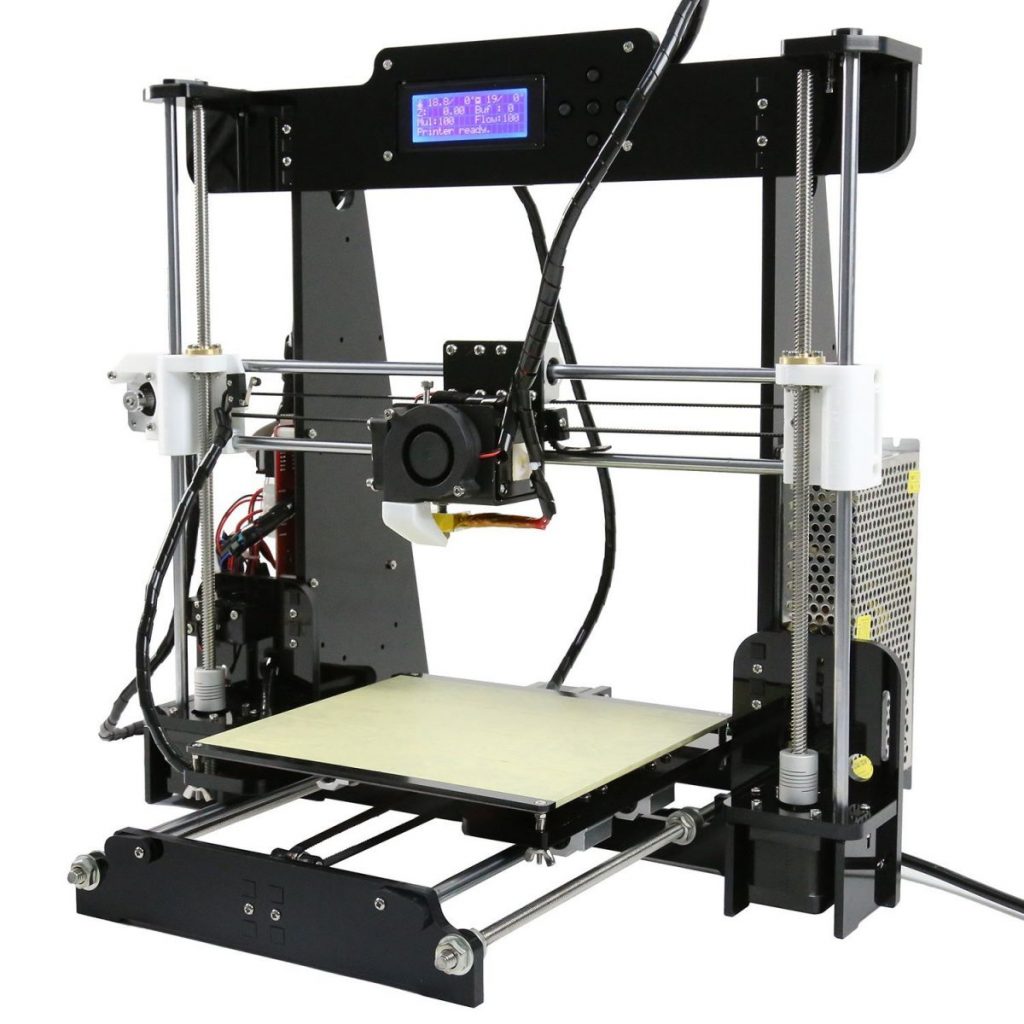
Затем компания DeSimone представила способ печати светочувствительной смолой до 100 раз быстрее, чем обычные принтеры 3 . В нем используется сцена, погруженная в чан со смолой. Цифровой проектор просвечивает заранее запрограммированное изображение на сцене через прозрачное окно в полу чана. Свет отверждает сразу весь слой смолы. Успех Дезимоуна заключался в том, чтобы сделать окно проницаемым для кислорода. Это останавливает реакцию отверждения и создает тонкий буферный слой или «мертвую зону» прямо над поверхностью окна, чтобы смола не прилипала ко дну ванны каждый раз, когда печатается слой.Сцена постоянно поднимается, протягивая готовую деталь вверх через жидкость по мере того, как снизу добавляются новые слои.
По словам Льюиса, в то время другие лаборатории работали над аналогичными концепциями. Но, возможно, самым впечатляющим в смолах DeSimone было то, что они могли подвергаться второй реакции при термообработке после печати, чтобы укрепить готовый продукт.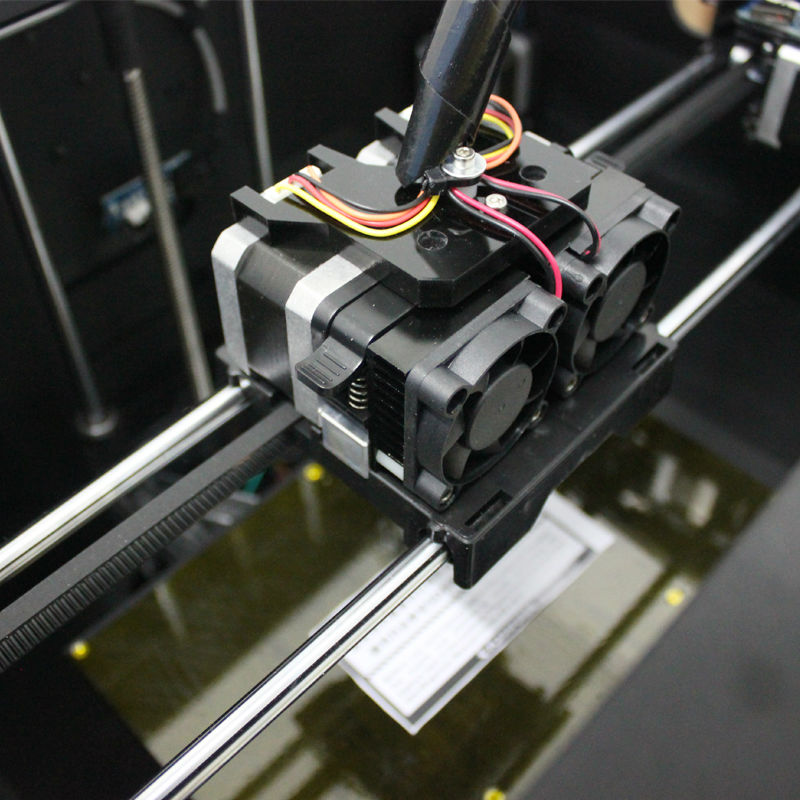 «Это открывает гораздо более широкий спектр материалов», — говорит Льюис.
«Это открывает гораздо более широкий спектр материалов», — говорит Льюис.
Многие исследовательские группы и фирмы с тех пор опирались на эту работу. Принтер Миркина накачивает слой прозрачного масла на дно чана, чтобы замедлить реакцию полимера.Это также действует как охлаждающая жидкость, отводя тепло, которое может деформировать печатную деталь, и это означает, что оборудование не ограничивается печатью смолами, ингибируемыми кислородом. Он говорит, что принтер печатает материал в десять раз быстрее, чем Дезимоун. А в январе прошлого года Скотт и его коллега Марк Бернс из Мичиганского университета в Анн-Арборе сообщили о принтере, который ингибирует реакции путем подмешивания в смолу химического вещества, которое можно активировать второй лампой, излучающей свет с другой длиной волны 4 .Изменяя соотношение силы двух источников света, исследователи могут контролировать толщину зоны фотоингибирования, что позволяет создавать более сложные узоры, такие как поверхности с тиснением в виде печатей или логотипов.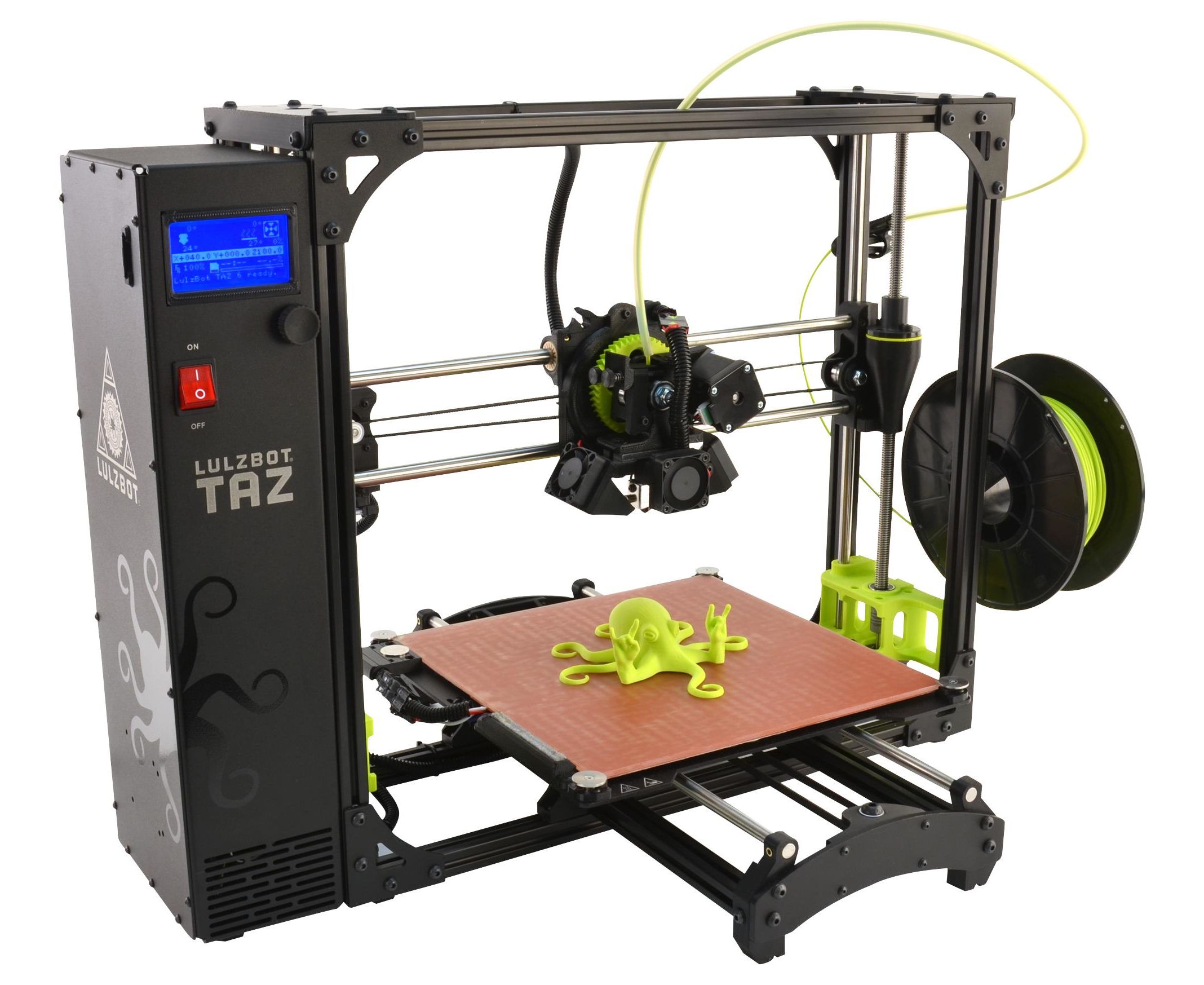
Изобретения в области 3D-печати часто имеют быстрый коммерческий потенциал: некоторые исследователи начинают создавать компании до того, как опубликуют свои достижения. Например, в тот же день, когда статья Дезимоуна была опубликована, он продемонстрировал ее на выступлении TED в Ванкувере, Канада, и официально открыл свою стартап-фирму Carbon 3D в Редвуд-Сити, Калифорния, хотя он незаметно зарегистрировал компанию двумя годами ранее. .В настоящее время фирма является одним из крупнейших стартапов в области 3D-печати; он уже привлек 680 миллионов долларов США в ходе публично раскрытых раундов финансирования и, как сообщается, оценивается в 2,4 миллиарда долларов. У нее есть громкие контракты с Adidas на производство резиноподобных промежуточных подошв для спортивной обуви, а также с фирмой по производству спортивного снаряжения Riddell на производство индивидуальной прокладки для шлемов для игроков в американский футбол.
Технология Carbon 3D используется для печати обуви Adidas (слева) и набивки для шлемов для американского футбола (справа). Кредит: Carbon 3D Inc.
Кредит: Carbon 3D Inc.
Миркин и его коллеги Джеймс Хедрик и Дэвид Уокер также запустили стартап Azul 3D в Эванстоне, штат Иллинойс, для коммерциализации своей технологии, которую они назвали HARP (быстрая печать больших площадей). А Скотт и Бернс готовят коммерческий прототип принтера со своим стартапом Diplodocal из Анн-Арбора, название которого происходит от греческого слова «двойной луч».
Новые методы печати смолой все еще находятся в стадии разработки. Один начинается с небольшого вращающегося стакана с жидкой смолой.Когда стекло вращается, проектор проецирует на него цикл видео, соответствующий 2D-срезам желаемого объекта. В течение нескольких секунд конечный объект затвердевает внутри жидкой смолы — никаких слоев не требуется 5 . Этот метод вдохновлен рентгеновскими лучами и компьютерной томографией, которые отображают поперечное сечение твердого объекта. Это обратное: обратное проецирование поперечных сечений для формирования трехмерного объекта.
Проектор освещает жидкую смолу видеопетлей, в результате чего весь объект создается сразу, а не слой за слоем.Предоставлено: Калифорнийский университет в Беркли,
.Даже в этой быстро развивающейся области техника привлекла внимание к тому, что Льюис называет «фактором гениальности». У него есть существенные ограничения: используемая смола должна быть прозрачной, а печатный объект должен быть достаточно маленьким, чтобы свет мог проходить через него и затвердевать. Но у него также есть потенциальное преимущество: он может обрабатывать очень вязкие смолы, которые другие принтеры на основе смол с трудом всасывают через узкую мертвую зону. Это означает, что он может производить более прочные материалы и более точные отпечатки.
Этот подход вызвал значительный интерес в промышленности, говорит Кристофер Спадаччини, инженер по материалам и производству в Ливерморской национальной лаборатории Лоуренса (LLNL) в Калифорнии. Спадаччини был членом группы, опубликовавшей работу в январе прошлого года 5 . Группа из Швейцарского федерального технологического института в Лозанне (EPFL) независимо разработала ту же концепцию и также сообщила о ее демонстрации 6 . Спадаччини считает, что эта технология обладает огромным коммерческим потенциалом, поскольку предъявляет скромные требования к оборудованию.«В конце концов, на самом деле вам нужен хоть какой-то приличный проектор и вращающаяся сцена», — говорит он.
Группа из Швейцарского федерального технологического института в Лозанне (EPFL) независимо разработала ту же концепцию и также сообщила о ее демонстрации 6 . Спадаччини считает, что эта технология обладает огромным коммерческим потенциалом, поскольку предъявляет скромные требования к оборудованию.«В конце концов, на самом деле вам нужен хоть какой-то приличный проектор и вращающаяся сцена», — говорит он.
Пока химики работают над более рациональными способами 3D-печати сложных смол, инженеры раздвигают границы в 3D-печати бетона, используя компьютеры и роботов для точной автоматизации процесса заливки.
Бетонный пешеходный мост, напечатанный на 3D-принтере, разработанный Университетом Цинхуа. Фото: Imaginechina/Shutterstock
Первый в мире бетонный пешеходный мост, напечатанный на 3D-принтере, был создан исследователями из Института передовой архитектуры Каталонии в Барселоне, Испания, и установлен в парке в Алькобендасе, недалеко от Мадрида, в 2016 году. Двенадцать метров в длину, мост имеет решетчатую структуру, разработанную с использованием алгоритмов, которые максимизируют прочность и сокращают количество необходимого материала. Другие команды построили аналогичные конструкции, в том числе 26-метровый мост в Шанхае, Китай, созданный инженерами из Университета Цинхуа в Пекине. А команды и компании в Китае и Нидерландах напечатали демонстрационные дома на 3D-принтере.
Двенадцать метров в длину, мост имеет решетчатую структуру, разработанную с использованием алгоритмов, которые максимизируют прочность и сокращают количество необходимого материала. Другие команды построили аналогичные конструкции, в том числе 26-метровый мост в Шанхае, Китай, созданный инженерами из Университета Цинхуа в Пекине. А команды и компании в Китае и Нидерландах напечатали демонстрационные дома на 3D-принтере.
Однако эти структуры не строятся за одно задание на печать: печатаются отдельные сегменты, а затем соединяются.Производя мосты и дома дешевле и эффективнее, 3D-печать может уменьшить углеродный след бетона, но она также может просто побудить инженеров строить больше.
Не только бетон преуспевает: амстердамская фирма MX3D напечатала мост из нержавеющей стали. Мост, впервые показанный публично в 2018 году, в настоящее время проходит испытания и устанавливает датчики перед запланированной установкой над каналом в Амстердаме.
Вид на принтер MX3D в процессе печати металлического моста. Предоставлено: Оливье де Грюйтер/MX3D
Предоставлено: Оливье де Грюйтер/MX3D
А калифорнийская стартап-компания Relativity Space в Лос-Анджелесе заявляет, что строит ракету, почти полностью напечатанную на 3D-принтере. Ракета предназначена для подъема 1250 кг на низкую околоземную орбиту, а ее первый испытательный запуск намечен на 2021 год. Печатный металл не всегда обладает такими же характеристиками рассеивания тепла, как обычный металл, говорит исполнительный директор Relativity Space Тим Эллис. , но в процессе печати могут быть добавлены охлаждающие каналы с геометрией, которую обычно невозможно изготовить.По словам Эллиса, поскольку ракеты используются только один или, возможно, несколько раз, они не должны быть такими же прочными в долгосрочной перспективе, как сплавы в деталях самолетов, которые должны выдерживать разрушение в течение десятков тысяч циклов давления.
Металлический принтер в новой фирме Relativity Space, целью которой является испытание ракеты, в основном напечатанной на 3D-принтере, в 2021 году
Эти крупномасштабные проекты с металлической печатью создаются с помощью роботов-манипуляторов, которые подают тонкую металлическую проволоку к лазеру, который приваривает материал на место. В других известных способах печати металлом используется лазер или пучок электронов для расплавления или сплавления слоя порошка в слои готового продукта. Другой метод связывает слой порошка жидким клеем, а затем спекает структуру в печи. А принтеры, разработанные в последние несколько лет, выдавливают расплавленные металлы через сопла почти так же, как и в FDM.
В других известных способах печати металлом используется лазер или пучок электронов для расплавления или сплавления слоя порошка в слои готового продукта. Другой метод связывает слой порошка жидким клеем, а затем спекает структуру в печи. А принтеры, разработанные в последние несколько лет, выдавливают расплавленные металлы через сопла почти так же, как и в FDM.
Авиационные компании, такие как Boeing, Rolls Royce и Pratt & Whitney, используют 3D-печать для изготовления металлических деталей, в основном для реактивных двигателей. Это может быть дешевле, чем фрезерование металлических блоков, а сложные компоненты часто весят меньше, чем их традиционные аналоги.
Но металлы, напечатанные на 3D-принтере, подвержены дефектам, которые могут ослабить конечный продукт. По его словам, Спадаччини и другие пытаются использовать массивы датчиков и высокоскоростных камер для наблюдения за аномалиями, такими как горячие точки или деформации, а затем вносить коррективы в режиме реального времени.
Многие ученые также надеются улучшить внутреннюю прочность печатных металлов, иногда за счет контроля микроструктуры материалов. Например, в октябре 2017 года команда из США сообщила, что интенсивное нагревание и быстрое охлаждение, используемые при 3D-печати нержавеющей стали, могут изменить микроструктуру металла таким образом, что изделие станет прочнее, чем отлитое традиционным способом 7 .А два месяца назад исследователи из Австралии и США сообщили о сплаве титана и меди с аналогичными преимуществами в прочности 8 . По мере затвердевания предыдущие титановые сплавы, напечатанные на 3D-принтере, имели тенденцию образовывать зерна, которые вырастали в столбчатые структуры. Медь помогает ускорить процесс затвердевания, в результате чего зерна становятся меньше и прорастают во всех направлениях, укрепляя общую структуру.
Марк Истон, инженер-материаловед из Университета RMIT в Мельбурне и один из руководителей разработки сплавов, уже провел переговоры с аэрокосмическими компаниями, заинтересованными в изучении возможностей использования этого материала. Он говорит, что его также можно использовать в медицинских имплантатах, таких как замена суставов.
Он говорит, что его также можно использовать в медицинских имплантатах, таких как замена суставов.
Многие методы печати, которые работают для металлов, также могут быть применены к керамике с потенциальными применениями, включая изготовление зубных коронок или ортопедических имплантатов. Формы для этих объектов уже изготавливаются методом 3D-печати, при этом материал отливается традиционным способом. Но 3D-печать всего объекта может сэкономить время в кабинете стоматолога или хирурга.
Однако сложнее контролировать микроструктуру керамики, напечатанной на 3D-принтере, говорит Эдуардо Сайз, материаловед и керамист из Имперского колледжа Лондона.И почти все практические методы керамической печати включают обширное спекание после печати, которое может деформировать или деформировать деталь. «На мой взгляд, керамика намного отстает от полимеров и металлов с точки зрения практического применения», — говорит он.
Изменение с течением времени Будущее этой области также может быть связано с «4D-печатью» — 3D-печатными объектами, которые также могут выполнять некоторые механические действия, похожие на искусственные мышцы. Часто они включают полимеры с памятью формы, материалы, которые могут реагировать на изменения окружающей среды, такие как тепло или влажность.
Часто они включают полимеры с памятью формы, материалы, которые могут реагировать на изменения окружающей среды, такие как тепло или влажность.
В мае 2018 года исследователи из Швейцарского федерального технологического института (ETH) в Цюрихе и Калифорнийского технологического института в Пасадене сообщили о печати подводной лодки, которая движется вперед с помощью лопастей, которые откидываются назад при помещении в теплую воду 9 . Работа может привести к созданию микророботов, которые смогут автономно исследовать океаны. Но на данный момент лопасти должны сбрасываться после каждого удара. Такие устройства могут использовать энергию батареи для самостоятельной перезагрузки, но это делает машину менее эффективной, чем сделанная традиционным способом, говорит Джефф Спинкс, инженер-материаловед из Университета Вуллонгонга в Австралии.«С 4D-печатью по-прежнему связаны большие проблемы, — говорит он.
Другой подход к устройствам, напечатанным на 4D-принтере, включает запуск действия с изменяющимся внешним магнитным полем. У американских исследователей есть напечатанные на 3D-принтере решетчатые структуры, заполненные жидкостью, которая меняет жесткость в ответ на воздействие магнитного поля 10 , что, возможно, можно использовать для повышения жесткости автомобильных сидений при ударе.
У американских исследователей есть напечатанные на 3D-принтере решетчатые структуры, заполненные жидкостью, которая меняет жесткость в ответ на воздействие магнитного поля 10 , что, возможно, можно использовать для повышения жесткости автомобильных сидений при ударе.
Жидкость, которая затвердевает под действием магнитного поля, впрыскивается в полые стойки и балки решетки, напечатанной на 3D-принтере.Материал можно сделать жестким или гибким. Предоставлено: Джули Манчини/LLNL
. К другим, более пассивным потенциальным применениям 4D-печати относятся стенты, которые можно сжимать для имплантации, а затем расширять при достижении нужного участка кровеносного сосуда, поддерживая его раскрытие. В июле прошлого года исследователи из Швейцарии и Италии описали напечатанный на 4D-принтере стент шириной всего 50 микрометров 11 , что намного меньше, чем у обычных стентов. По словам ученых, устройства настолько малы, что однажды их можно будет использовать для лечения осложнений у плода, таких как стриктуры мочевыводящих путей, которые иногда могут быть фатальными.
Пожалуй, самый амбициозный пример 4D-печати — материя, которая не только движется, но и живет. В настоящее время методы такой биопечати позволяют печатать ткани, такие как кожа человека, подходящие для лабораторных исследований, а также участки ткани печени и других органов, успешно имплантированные крысам. Но такие техники еще далеки от того, чтобы интегрироваться в человеческий организм. Исследователи мечтают напечатать полностью функционирующие органы, которые могли бы облегчить длинные списки ожидания для доноров органов.«Лично я чувствую, что мы находимся в десятилетии с лишним от этого, по крайней мере, если вообще когда-либо», — говорит Льюис.
Теперь все вместеМногие изобретательные идеи о печати материалов, которые перемещаются или изменяются, основаны на одновременной печати нескольких материалов. «Это абсолютно то, к чему движется поле», — говорит Скотт.
В ноябре прошлого года Льюис и ее лаборатория описали принтер, который может быстро переключаться между различными полимерными чернилами или смешивать их при печати одного объекта 12 . Это означает, что объекты можно печатать как с гибкими, так и с жесткими частями. Льюис выделил предыдущую работу над многокомпонентными принтерами в фирму под названием Voxel8, стартап в Сомервилле, штат Массачусетс. По словам Льюиса, ее мультиматериальный принтер мог бы помочь с созданием спортивной одежды, которую разрабатывает Voxel8. Носимые устройства должны быть гибкими вокруг суставов, а также иметь жесткие части для размещения электроники. Саиз называет принтер «прекрасной работой», задумчиво добавляя: «Нет ничего подобного для керамики или металла.
Это означает, что объекты можно печатать как с гибкими, так и с жесткими частями. Льюис выделил предыдущую работу над многокомпонентными принтерами в фирму под названием Voxel8, стартап в Сомервилле, штат Массачусетс. По словам Льюиса, ее мультиматериальный принтер мог бы помочь с созданием спортивной одежды, которую разрабатывает Voxel8. Носимые устройства должны быть гибкими вокруг суставов, а также иметь жесткие части для размещения электроники. Саиз называет принтер «прекрасной работой», задумчиво добавляя: «Нет ничего подобного для керамики или металла.
А в марте 2018 года группа под руководством Джерри Ки, инженера-материаловеда из Технологического института Джорджии в Атланте, представила принтер «четыре в одном». Он сочетает в себе сопло, выдавливающее расплавленный полимер, и одно, которое печатает светочувствительную смолу, готовую к отверждению ультрафиолетовыми лампами или лазерами, и два, которые печатают провода и схемы из крошечных точек металла 13 . Печатающие головки работают вместе, чтобы создавать интегрированные устройства со схемами, встроенными в жесткую плату или внутри гибкого полимерного корпуса. Ци говорит, что его группа сейчас сотрудничает с электронными компаниями, заинтересованными в печати прототипов печатных плат быстрее, чем при использовании традиционных методов.
Ци говорит, что его группа сейчас сотрудничает с электронными компаниями, заинтересованными в печати прототипов печатных плат быстрее, чем при использовании традиционных методов.
Это было не так просто, как соединить четыре разных принтера на одной платформе: исследователям также нужно было разработать программное обеспечение, которое позволило бы каждой печатающей головке взаимодействовать с другими и отслеживать прогресс.
Эта область все еще далека от того, чтобы воплотить в жизнь ранние замыслы о внедрении массового производства в дома людей. На данный момент сложные принтеры слишком дороги, чтобы обращаться к ним неспециалистам.Но за последние 20 лет 3D-печать прошла долгий путь. Тодд помнит, как люди посещали его лабораторию в начале 2000-х, чтобы увидеть его технику сплавления крупинок металлической пыли вместе для выращивания деталей. По сравнению с обычными фрезерными станками и металлорежущими системами в соседних лабораториях его машины для 3D-печати казались посетителям полной диковинкой.