3D принтер восковой: 3D печать воском на FDM 3D принтере. Рекомендации и настройка на примере 3Д принтера PICASO Designer X.
3D печать воском на FDM 3D принтере. Рекомендации и настройка на примере 3Д принтера PICASO Designer X.
- 1. Для начала немного истории
- 2. Что такое Filamentarno Wax Base?
- 3. Какой принтер подойдет для печати?
- 4. Чем хорош Picaso Designer X для печати Wax Base?
- 5. Подготовка Picaso Designer X перед печатью Wax Base
- 6. Процесс печати
- 7. Результат и вывод
Всем привет друзья, С Вами 3DTool!
Литье по выплавляемым моделям, довольно популярный метод производства изделий из металла. Подобным образом производят бОльшую часть ювелирных украшений, этот метод применяется при создании деталей механизмов, корпусов и других элементов, и узлов, требующих повышенную прочность. В качестве отправной точки в процессе литья служит исходная модель или готовая матрица, по которой производится копия из воска или другого легко расплавляемого материала для создания оболочковых форм, в которые уже и заливают металл.
1. Для начала немного истории
Идея печатать восковки на 3д принтере далеко не нова, изначально, технология появилась в стане фотополимерных 3D принтеров, применялась, да и применяется по сей день, например, у таких гигантов как 3D Systems и Solidscape. Целые линейки устройств были заточены на производство высокоточных выплавляемых распечаток с идеальной поверхностью. Однако у таких принтеров был и есть один ощутимый минус – что если искомый объект сильно больше размера рабочей области устройства, а качество поверхности, в общем то, не имеет сильного значения в разумных пределах? Первое что приходит в голову – найти устройство с бОльшей рабочей зоной, однако среди фотополимерных принтеров моделей, отвечающих этому требованию ничтожно мало и в основном, они заточены именно на высокое качество и миниатюрность.
Фото из открытых источников, сайт sapr.ru
Первые опыты с выжигаемыми / выплавляемыми моделями распечатанными на FDM 3D принтерах использовали PLA и PMMA, относительно небольшая зольность при выжигании которых в теории обещала добиваться хорошего качества литья, и некоторые энтузиасты действительно добивались неплохих результатов. Вместо выплавления, правда, применяли технику выжигания материала. Тем не менее, широкая практика показала слишком высокую зависимость результата от качества материала, присутствия или отсутствия красителя, правильного температурного режима и сильного ограничения по оборудованию и материалам, формующим оболочковую форму, не все из которых выдерживают последующее прокаливание и не лопаются. Более того, формирующий корку состав способен передавать даже самые мелкие дефекты и артефакты на поверхности и любые не проливы, каверны и изъяны тотчас же появлялись на конечном результате.
Фото из открытых источников, сайт sapr.ru
И если крупноформатное литье в промышленных, заводских условиях позволяет использовать PLA и PMMA, благодаря усложнению технологии производства, (известна широкая практика применения для этих целей таких гигантов мира FDM принтеров, как BigRep), то цеха средней руки и маленькие студии оборудованные обычными бойлерклавами требуют более гибкого подхода. И именно в этом случае Wax Base идеально им подходит.
2. Что такое Filamentarno Wax Base?
Filamentarno WAX Base — филамент для печати на 3D-принтерах по технологии FDM для последующего литья из металлов по выплавляемым моделям, основную массу которого составляет настоящий ювелирный воск. Разумеется, состав содержит и другие примеси, для стабилизации прутка и соответствию его характеристик требованиям fdm 3д печати, однако конечный результат полностью совместим с любыми техниками выплавления обычных восковых составов и легко клеится к ним, например для формирования литников.
Компания Filamentarno долго шла к производству этого материала, идея появилась уже сравнительно давно, однако результатов удалось добиться лишь в последние пару лет, тем не менее фурор был таковым, что компании даже пришлось открывать небольшую студию 3д печати, чтобы наработать опыт применения и ответить на запрос рынка т. к. аналогов этому материалу ранее не было.
Материал вышел многообещающим, среди его плюсов и резко возросший максимально возможный размер восковок, и скорость печати, а также возможность сильно сократить затраты, т. к. по стоимости выплавляемый воск в виде нити получился гораздо выгоднее фотополимерного, не говоря уже о цене самих фотополимерных 3д принтеров.
Обладает этот материал и определенными особенностями, которые трудно назвать явными минусами, однако они предъявляют жесткие требования к устройству, на котором планируется печатать.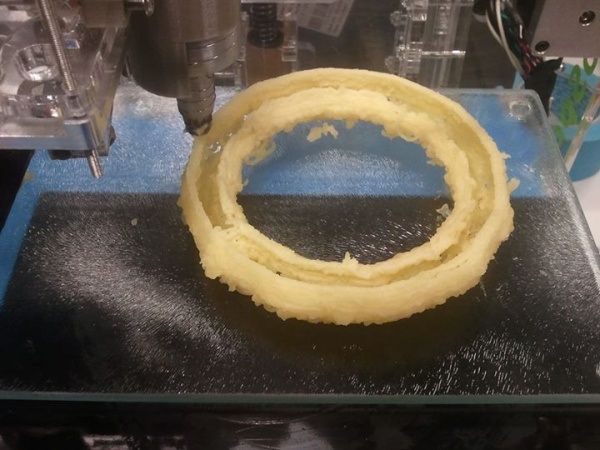 Подробнее о них далее.
Подробнее о них далее.
3. Какой принтер подойдет для печати?
В силу физических характеристик исходного сырья нить Filamentarno Wax Base печатается при значительно более низких температурах, нежели другие материалы. Размягчение наступает уже при ~ 45 градусах, а расплавление, от ~ 95 градусов цельсия. Благодаря этому, его легко можно сглаживать при постобработке с помощью строительных фенов, горелок или паяльных станций. Рекомендованный диапазон печати от 110 до 130 градусов, тогда как большинство стандартных 3D принтеров не позволяют опустить температуру экструдера ниже 190, реже 170 градусов цельсия, что является избыточным в случае с Wax base.
Владельцы более простых и дешевых моделей 3д принтеров, как правило имеют возможность подправить соответствующие параметры в аппаратной прошивке принтера, или понизить температуру с помощью специальных управляющих команд.
«Чаще всего печать на 3D-принтере с температурой сопла ниже 170°С запрещена прошивкой принтера. Для обхода этого ограничения используйте команду G-Code: «M302 S80» — ее можно вставить в стартовый G-Code в настройках слайсера. Эта команда снизит ограничение на температуру печати до 80°С.»
Также, так как материал довольно легко рвется, мягок и легко плавится даже при небольших температурах нагрева Cold End’a, для печати потребуется использовать прямой привод экструдера (Direct), удаленный (Bowden) протяжной механизм с задачей не справится и в лучшем случае «зажует» материал.
Тем не менее, как минимум одну компанию — производителя, позаботившуюся о печати низкотемпературными материалами «из коробки» и обладающую печатающими блоками, оборудованными прямым приводом, мы точно можем назвать.
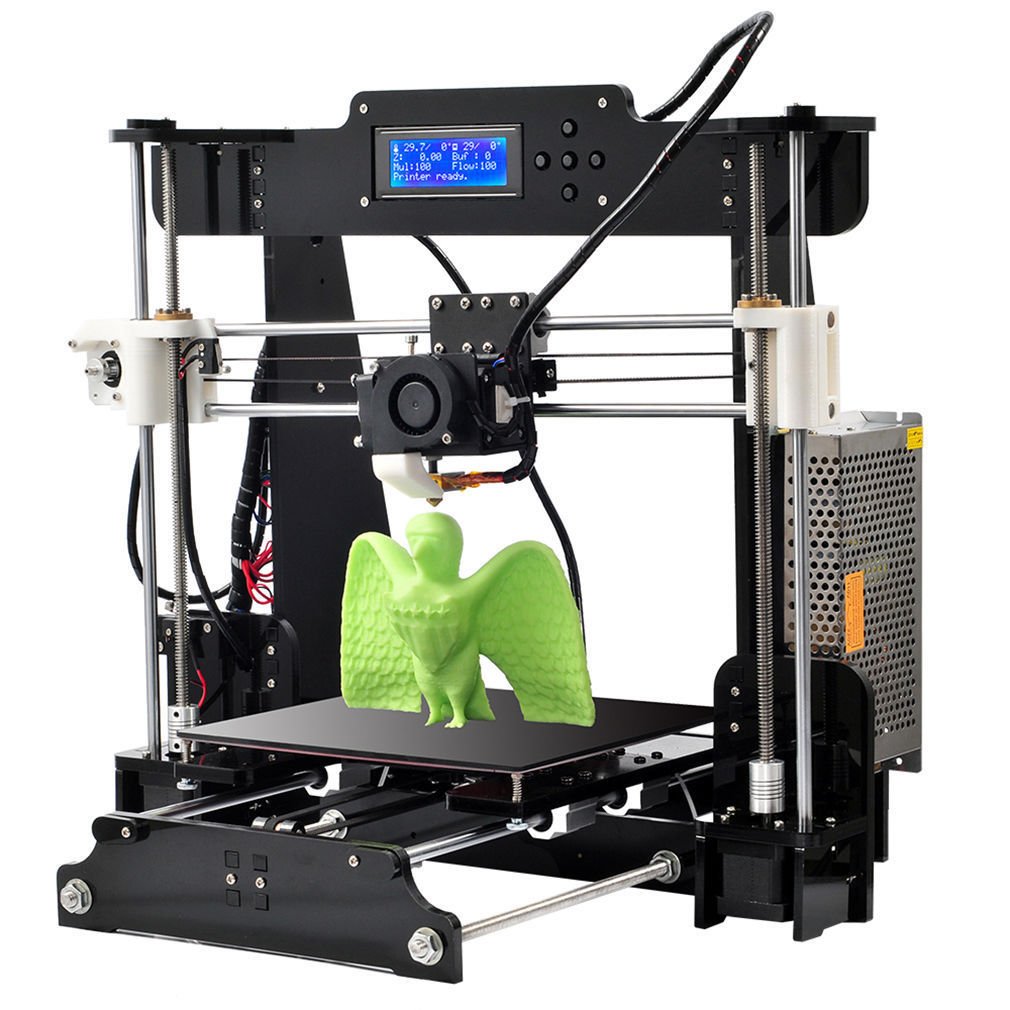 Конечно же, речь идет о производителе 3D принтеров Picaso3D и линейке 3Д принтеров Designer Series X.
Конечно же, речь идет о производителе 3D принтеров Picaso3D и линейке 3Д принтеров Designer Series X.
Давайте рассмотрим преимущества линейки Series X для печати воском на примере модели Picaso 3D Designer X.
4. Чем хорош Picaso Designer X для печати Wax Base?
Помимо возможности устанавливать крайне низкие для FDM 3D печати температуры экструдера в профилях материала, платформа Series X обладает рядом дополнительно облегчающих работу с Wax Base особенностей.
В первую очередь, это регулируемая температура холодной зоны (термобарьера) печатающего блока. В ней установлен еще один температурный датчик, который позволяет отслеживать и регулировать пиковые показатели повышая и понижая обороты кулера охлаждения.
Эта особенность препятствует образованию пробок в трубке экструдера выше зоны расплава. Так же на руку играет особое строение приемного «горлышка» в протягивающем механизме, которое исключает выгибание материала в процессе заправки и печати.
Помимо этого, система активной «продувки» рабочей зоны благодаря нескольким турбинным вентиляторам позволяет быстро охлаждать материал при печати, что так же положительно сказывается на качестве поверхности при печати закруглений и нависающих элементов.
А датчики наличия филамента и контроля верхнего слоя помогут предотвратить порчу многочасовой печати, в случае обрыва или окончания нити.
5. Подготовка Picaso Designer X перед печатью Wax Base
Чтобы уверено печатать Wax Base на вашем устройстве, необходимо запастись чистым, желательно новым, блоком экструдера с новым же, или тщательно очищенным медным соплом диаметром не менее 0.4мм. В нашем случае, наиболее подходящим в линейке Picaso Designer X является сопло 0.5.
Так же необходимо учесть следующие нюансы:
-
На принтерах Picaso 3D установлен резиновый чистик, для прочистки ПГ — при печати WAX он размазывает материал и скорее вредит, чем приносит пользу, его необходимо снять.

-
Для нормальной адгезии нагревательный стол на первом слое должен быть разогрет до 85-90 градусов, последующие слои – необходимо установить на 0-30 градусов, чтобы не деформировать воск. Для этого необходимо иметь два разных профиля материала.
-
Обдув – требуется при печати нависающих элементов, главное не переборщить, иначе слои будут плохо спекаться.
-
Wax, как и многие эластомеры не любит ретрактов, этот параметр необходимо установить на 0.
-
Заправка пластика проходит в два этапа. Первый — заправка на повышенной температуре 190-200 градусов, для устранения возможной восковой пробки. Второй этап- заправка на температуре экструзии – 110-130С
-
Необходимо помнить, что пластик очень чувствителен к температуре экструзии, слишком высокая забивает сопло, слишком низкая даёт слабую межслойную адгезию.
Оптимальная температура на picaso designer x — 115 градусов на первый слой, 120-125 градусов на последующие.
-
Периодически нужно проверять, не слипается ли нить пластика, намотанная на катушку сама с собой, это может вызвать проскальзывания материала, т.к. он легко вытягивается.
-
Очень важно правильно выставить высоту сопла над столом, т. к. в случае, если сопло будет пережато, в экструдере быстро образуется пробка, устранить которую получится только перезаправкой пластика заново.

 Оптимальная температура на picaso designer x — 115 градусов на первый слой, 120-125 градусов на последующие.
Оптимальная температура на picaso designer x — 115 градусов на первый слой, 120-125 градусов на последующие.
Перед печатью в первый раз обязательно замените хотенд целиком, или сопло на новое / чистое, в противном случае желаемый результат не будет достигнут.
При подготовке 3д модели к печати в Polygon X, необходимо придерживаться следующих правил, старайтесь не делать внешнюю стенку очень тонкой, материал может лопаться. Идеальный вариант – 2 периметра, примерно в 1.2 мм, при сопле 0.5
Идеальный вариант – 2 периметра, примерно в 1.2 мм, при сопле 0.5
Процент заполнения, не менее 15%, если позволяет геометрия модели.
В остальном, требования к материалу такие же, как к обычным пластикам. Необходимо отметить, что поддержки отходят очень легко и при необходимости место прикрепления можно обработать горелкой или строительным феном, дабы добиться ровной поверхности.
Текущие модели мы печатали при следующих настройках (на фото выше).
Осталось завести два профиля печати под печать первого и последующих слоев, отправить их на принтер и подождать результатов печати.
6. Процесс 3D печати
Перед печатью обязательно тщательно промойте стеклянную платформу стола и нанесите на нее свежий адгезив. В нашем случае подойдет обычный спрей – клей от PICASO 3D, однако производитель предлагает и фирменный адгезив:
Далее необходимо подготовить два профиля печати по следующим настройкам, экспериментально они показали наиболее хороший результат при печати.
Wax3D_F – профиль для последующих слоев, Wax3D(1Layer) для первого.
При просчете модели обязательно установите вручную паузу после второго слоя, чтобы успеть переключить профили печати.
Если ранее вы уже печатали воском на текущем принтере, необходимо завести еще один профиль с более высокой температурой и загружать материал только после «проплавки» старого материала.
Оставлять материал в сопле при высокой температуре не рекомендуется. Это чревато пробками.
7. Результат и вывод
При печати мы несколько раз столкнулись с расслоением и отклеиванием материала от нагревательного стола в процессе печати и подбора параметров.
Как видно на фото, материал расходится по слоям и может возникнуть ощущение, что температура недостаточна для спекания. Тем не менее это не так, ведь при повышении температуры, материал не экструдируется, а вытекает из фильеры, из-за чего нарушается структура слоя, а воск не успевает остыть. Различие отлично видно на фото ниже, слева температура через чур высока.
Тем не менее это не так, ведь при повышении температуры, материал не экструдируется, а вытекает из фильеры, из-за чего нарушается структура слоя, а воск не успевает остыть. Различие отлично видно на фото ниже, слева температура через чур высока.
Тем не менее, после нескольких повторных печатей, нам удалось добиться хорошего качества печати. Как с поддержками, так и без них.
Довольно крутые углы наклона материал выдерживает «на отлично», что видно по этому фланцу на фото.
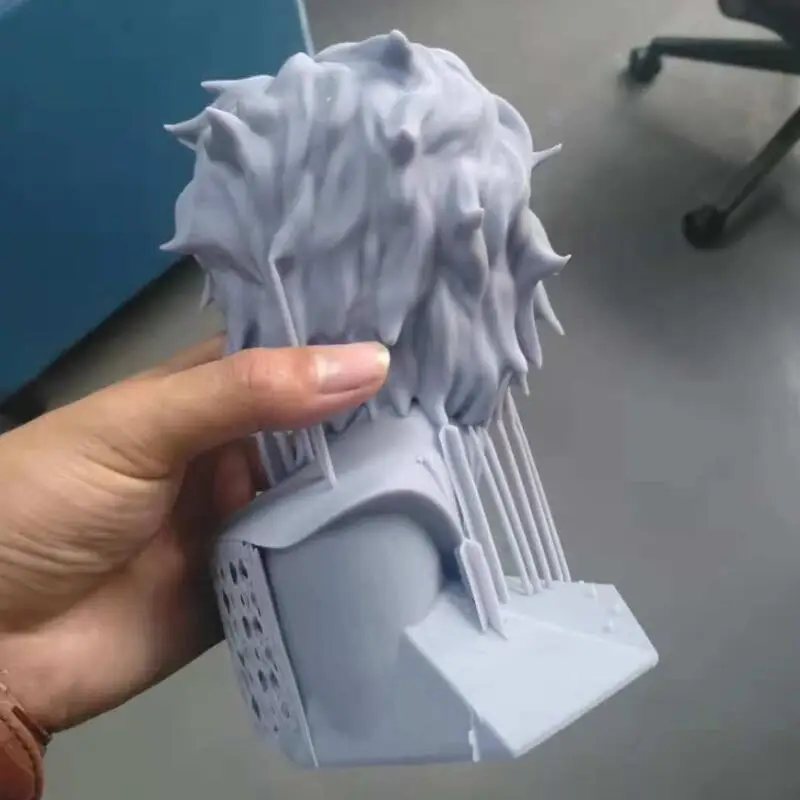
Не чужд материалу и художественный подход, голову данного персонажа мы печатали около суток и, как видите результат отличный.
В общем и целом, при печати изделий не высокой детализации, лучше всего выбирать медленную (профиль качество) или среднюю (профиль стандарт) настройку скорости печати, дабы материал успевал правильно формироваться и остывать при экструзии. Иначе могут образовываться наплывы «вытягивание» нити.
Иначе могут образовываться наплывы «вытягивание» нити.
По результатам наших экспериментов, мы подтвердили ожидания на счет удобства использования Picaso 3D Designer X для печати Wax Base, этот 3д принтер идеально подходит для задач подобного рода и в портфеле наших покупателей уже есть несколько успешных примеров применения этой связки в производстве.
Если Вас заинтересовал данный материал, вы занимаетесь литейным производством, или хотите открыть свой / модифицировать уже существующий бизнес, смело рассматривайте к покупке одно из устройств линейки Series X, в зависимости от ваших задач. Это могут быть модели с большой рабочей областью – Designer Xl и Xl Pro, или хорошо знакомые Designer X и X Pro. Все эти модели обладают необходимыми условиями для успешной печати данным материалом и наши опыты это подтверждают.
Что ж, а на этом у нас все! Надеемся, статья был для Вас полезна!
Приобрести 3D принтер Picaso Designer X, или другие 3Д принтеры PICASO Series X, Filamentarno Wax Base, а также задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
Не забывайте подписываться на наш YouTube канал :
И на наши группы в соц. сетях:
сетях:
ВКонтакте
Преобразование мира печати с помощью 3d принтер воска Local After-Sales Service
3d принтер воска - это компьютерные устройства, которые позволяют печатать трехмерные объекты. 3d принтер воска очень полезны как для профессиональных целей, так и для создания собственных поделки в домашних условиях. Alibaba.com выдвигает. 3d принтер воска от всех известных брендов со специальными предложениями для постоянных клиентов.3d принтер воска получают цифровые данные от процессора, как и традиционные принтеры. Разница заключается в выводе, при котором традиционные принтеры печатают на бумаге и. 3d принтер воска дают прочный трехмерный материал. Эти 3D-распечатки, сделанные пользователем. 3d принтер воска выполняются путем наложения слоя на слой в соответствии с цифровым изображением объектов.
3D-принты позволяют лучше визуализировать результат, следовательно, доказывать свою эффективность. 3d принтер воска, чтобы найти широкое применение в медицине, производстве, обороне и т. д. 3d принтер воска упрощает создание прототипов конструкций, предоставляя больше возможностей для модификаций и инноваций. продуктов. Эволюция. 3d принтер воска помогла нескольким отраслям, таким как автомобилестроение, производство медицинского и оборонного оборудования, а также многим другим отраслям, значительно сократить расходы.
Работая с миллионами клиентов, Alibaba.com понимает необходимость по стандартному качеству и цене. Посетите сайт, чтобы ознакомиться с продуктами всех марок и всех ценовых категорий. Это сегрегация. 3d принтер воска на основе их функций позволяет пользователю выбирать удобные для карманного компьютера продукты с желаемыми характеристиками.
 Это делается путем вытягивания расплавленного пластика через тонкое сопло и точного перемещения под управлением компьютера.
Это делается путем вытягивания расплавленного пластика через тонкое сопло и точного перемещения под управлением компьютера.  Для всех, кто считает, что качество и цена идут рука об руку, Alibaba.com - это имя, которое ломает это представление.
Для всех, кто считает, что качество и цена идут рука об руку, Alibaba.com - это имя, которое ломает это представление.3D WAX3D Base Воск пластик Filamentarno! Зеленый
WAX3D — воск для печати на 3D-принтерах по технологии FDM для последующего литья из металлов (бронза, латунь, серебро, алюминий и т.д.) по выплавляемым моделям.
Модели, напечатанные этим воском, могут быть подвержены постобработке в пламени горелки или полировке растворителем для сглаживания слоев и придания глянца.
Крайне низкая зольность (менее 0.01%) и ценовая доступность делает WAX3D привлекательным для обладателей самых обычных 3D-принтеров. Восковки из этого материала примут в любой литейной мастерской.
ВНИМАНИЕ!
Учитывая значительные отличия температуры печати данным материалом, рекомендуется использовать ТОЛЬКО НОВЫЕ сопла и тщательно прочищать термобарьер перед печатью (сперва прогонять воском на температуре 180-220С, постепенно снижая температуру до рекомендованной). Оставлять пластик в сопле при повышенных температурах НЕЛЬЗЯ! Рекомендуется печатать на экструдерах системы директ, во избежание замятия пластика.
Оставлять пластик в сопле при повышенных температурах НЕЛЬЗЯ! Рекомендуется печатать на экструдерах системы директ, во избежание замятия пластика.
По окончании печати следует дождаться полного остывания распечатки, затем осторожно снять ее со стола ножом или лопаткой.
Чаще всего печать на 3D-принтере с температурой сопла ниже 170°С запрещена прошивкой принтера. Для обхода этого ограничения используйте команду G-Code: «M302 S80» — ее можно вставить в стартовый G-Code в настройках слайсера. Эта команда снизит ограничение на температуру печати до 80°С.
Технические характеристики
| |
| Температура печати | 90-110°C для первого слоя рекомендуется ставить бОльшую температуру сопла, затем чуть снизить её) |
| Температура стола | 40-60°C (60°С для первого слоя, 40°С для последующих слоев) |
| Зольность | 0. 01% 01% |
| Плотность | 0.98 г/см3 |
| Влагопоглощение | отсутствует |
| Твердость по Шору (HSh) | — |
| Температура каплепадения | 95oC |
| Усадка при изготовлении изделий | 0.5-0.8% (во многом зависит от температуры печати) |
| Профили для Slic3r | Для сопла 0.4 мм |
Ориентация модели для печати | Практический опыт
]]]]]]>]]]]>]]>p/n 31-D096 Rev
C
Ориентация модели для печати
Реализованная в устройстве ProJet® 2500 IC технология многоструйной печати MultiJet Printing (MJP), запатентованная компанией 3D Systems, представляет собой продуманную и проработанную технологию 3D-печати, которая обладает множеством уникальных преимуществ. Технология MJP известна высокой точностью и высоким качеством воспроизведения на уровне мировых стандартов, что позволяет печатать модели в полном соответствии с чертежами, а также обеспечивает хорошее качество обработки поверхности. Воск VisiJet® M2 ICast предназначен для прецизионного литья. Он обладает контрастным цветом и полностью плавится, обеспечивая высочайшее качество литейных моделей для любой технологии печати. Технология MJP предусматривает автоматическое создание опор независимо от геометрии и (или) сложности модели. Опоры можно легко и быстро удалить с помощью растворителя, при этом на модели не остается дефектов, требующих шлифовки или полировки. Каждая задача печати имеет свои особенности и задействует те или иные преимущества этой технологии в конкретных условиях применения.
Воск VisiJet® M2 ICast предназначен для прецизионного литья. Он обладает контрастным цветом и полностью плавится, обеспечивая высочайшее качество литейных моделей для любой технологии печати. Технология MJP предусматривает автоматическое создание опор независимо от геометрии и (или) сложности модели. Опоры можно легко и быстро удалить с помощью растворителя, при этом на модели не остается дефектов, требующих шлифовки или полировки. Каждая задача печати имеет свои особенности и задействует те или иные преимущества этой технологии в конкретных условиях применения.
При настройке построения важно расположить модели в соответствии с целями. Цели зависят от требований пользователя, поэтому часто могут конфликтовать или быть взаимоисключающими. В этом документе рассматриваются вопросы оптимизации точности размеров, качества напечатанной модели, использования материала, скорости построения одной модели и максимальной производительности. Максимальное качество печати не всегда означает минимальное использование материала, поэтому пользователь должен сам определить, что важнее для решения конкретной задачи.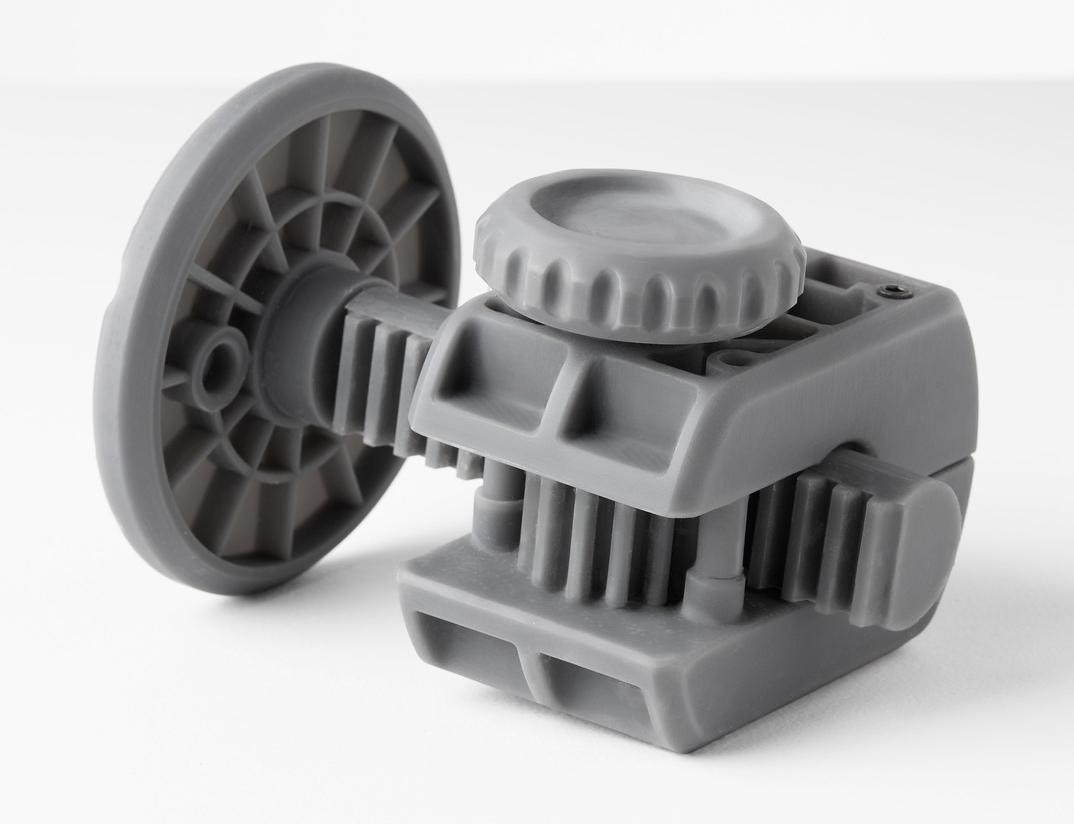
Прежде чем переходить к оптимизации настройки построения, важно понять принцип работы машины. В печатающей головке ProJet® MJP 2500 IC имеется 880 отдельных сопел (по 440 на построение модели и опор). Сопла сгруппированы в массив площадью около 2,75 дюйма (7 см), по 75 сопел на дюйм (1/3 общей ширины построения).
Для производства моделей или выполнения заданий, ширина которых больше ширины головки, печатающая головка переводится из передней в заднюю часть пластины построения, что позволяет создавать более крупные модели (задания с шириной около 6 или 9 дюймов (15–23 см) для 2500 IC). Эти полосы показаны в программе 3D Sprint пунктирной линией на пластине построения.
Точность размеров- Установите дюймы в качестве единиц измерения по умолчанию, а затем разместите модели таким образом, чтобы реальные абсолютные координаты содержали не более 2 цифр после запятой. Это обусловлено тем, разрешение принтера по осям X, Y и Z составляет 600 DPI и лучше избегать округления до ближайшей точки в каждую сторону. Округление может изменить размер модели на целый пиксель в каждом направлении. Для этого в программе 3D Sprint выберите «Трансформация» -> «Перемещение» -> «Абсолютное перемещение». Аналогичным образом можно использовать инструмент копирования. Чтобы определить, попадают ли модели на границу пикселей, откройте настройки и установите точность используемых по умолчанию единиц измерения длины до 0,123456. Если для длины установить точность 0,12, программа 3D Sprint округлит показанные значения до ближайшего значения сотых.
- Для каждого принтера в 3D Sprint установлен коэффициент масштабирования по умолчанию, который можно посмотреть в пункте меню «Инструменты принтера» -> «Настройки принтера» -> «Добавить». Чтобы оптимизировать этот коэффициент для конкретных модели или условий, необходимо напечатать несколько моделей или калибровочную модель, которая примерно совпадает по размеру с печатаемыми моделями. Измерьте напечатанную модель и скорректируйте коэффициенты масштабирования (ссылка на компенсацию сжатия).
- Если размеры модели по оси X или Y меньше, чем ширина полосы, поверните модель или расположите так, чтобы она занимала одну полосу. Это позволит избежать возможных ошибок при соединении полос и существенно повысит скорость печати.
 Округление может изменить размер модели на целый пиксель в каждом направлении. Для этого в программе 3D Sprint выберите «Трансформация» -> «Перемещение» -> «Абсолютное перемещение». Аналогичным образом можно использовать инструмент копирования. Чтобы определить, попадают ли модели на границу пикселей, откройте настройки и установите точность используемых по умолчанию единиц измерения длины до 0,123456. Если для длины установить точность 0,12, программа 3D Sprint округлит показанные значения до ближайшего значения сотых.
Округление может изменить размер модели на целый пиксель в каждом направлении. Для этого в программе 3D Sprint выберите «Трансформация» -> «Перемещение» -> «Абсолютное перемещение». Аналогичным образом можно использовать инструмент копирования. Чтобы определить, попадают ли модели на границу пикселей, откройте настройки и установите точность используемых по умолчанию единиц измерения длины до 0,123456. Если для длины установить точность 0,12, программа 3D Sprint округлит показанные значения до ближайшего значения сотых.
- При необходимости модели с мелкими элементами, такими как выпуклый или вдавленный текст, лучше всего ориентировать стороной с элементом вверх или вниз. Вертикальная ориентация текста (когда поверхности с текстом расположены вдоль оси X или Y) может снизить четкость рельефа.
- Плоские поверхности большой площади, больше 2–3 кв. дюймов (13–19 кв. см), следует располагать таким образом, чтобы они не были параллельны пластине построения. Это позволит избежать расслоения между опорами и построением. В общем случае расположение моделей под углом в нескольких плоскостях (поворот примерно на 10 градусов по осям X и Y) сократит площадь поверхности одного слоя и обеспечит оптимальное качество.

Слева: демонстрация расположения под углом в нескольких плоскостях; справа сверху: расслоение на плоской поверхности; справа снизу: отсутствие расслоения при расположении под углом в нескольких плоскостях |
Для уменьшения «ступенчатости» необходимо, чтобы поверхности моделей были строго параллельны/перпендикулярны пластине или были расположены под углом более 10 градусов к параллели/перпендикуляру. Малые углы (как правило, менее 10 градусов) приведут к более заметному эффекту «ступенчатости». Для того чтобы выбрать плоскую поверхность для параллельного сопряжения с пластиной построения, используйте инструмент «Ориентировать» -> «Вручную». Если площадь поверхности слишком большая, снова возникает проблема расслоения — такую поверхность не следует печатать в одной плоскости. | ||
Ориентация вручную, выбор нижней поверхности | ||
| ||
После автоматической ориентации |

- Модели необходимо также поворачивать по оси Z. Искривленные или вертикальные поверхности, практически параллельные оси X или Y, можно улучшить, увеличив угол поворота по оси Z так, чтобы поверхность располагалась на 15–45 градусов относительно нее.
ПРИМЕЧАНИЕ. Модели, поверхности которых полностью параллельны оси X/Y, не нужно поворачивать. |
Примеры ориентации | Результат различных ориентаций |
- Для того чтобы добиться наиболее гладкой поверхности, установите максимальное число полиповерхностей или треугольников в файле STL при экспорте из программного обеспечения САПР. С помощью файлов STEP, IGES и SLC можно также уменьшить количество потерь при экспорте из программного обеспечения САПР. Импортируйте файл STEP в программу 3D Sprint и выберите самые малые допуски импорта, чтобы сохранить максимально возможную детализацию модели.
- If you notice signs of over-heating on the top surface of a pattern, you can enable the ECM build style in 3D Sprint. The default print speed on the 2500 IC is set to maximize productivity with minimal thermal effects. However, some patterns may be more sensitive. ECM is particularly beneficial for patterns placed in only one lane, with a small x extent (uses only a fraction of one lane, especially near the verification wall), and has large flat horizontal areas. Occasionally the tallest sections of a multi-lane pattern will be contained all in a single lane, allowing layers at the top of the pattern to print much more quickly and at too high a temperature. Selecting ECM from 3DSprint will avoid overheating near the end of these jobs. Also, maintaining a cool ambient temperature of 65-68°F (18-20°C) in the room where the printer is located can help provide optimal print quality.
 С помощью файлов STEP, IGES и SLC можно также уменьшить количество потерь при экспорте из программного обеспечения САПР. Импортируйте файл STEP в программу 3D Sprint и выберите самые малые допуски импорта, чтобы сохранить максимально возможную детализацию модели.
С помощью файлов STEP, IGES и SLC можно также уменьшить количество потерь при экспорте из программного обеспечения САПР. Импортируйте файл STEP в программу 3D Sprint и выберите самые малые допуски импорта, чтобы сохранить максимально возможную детализацию модели.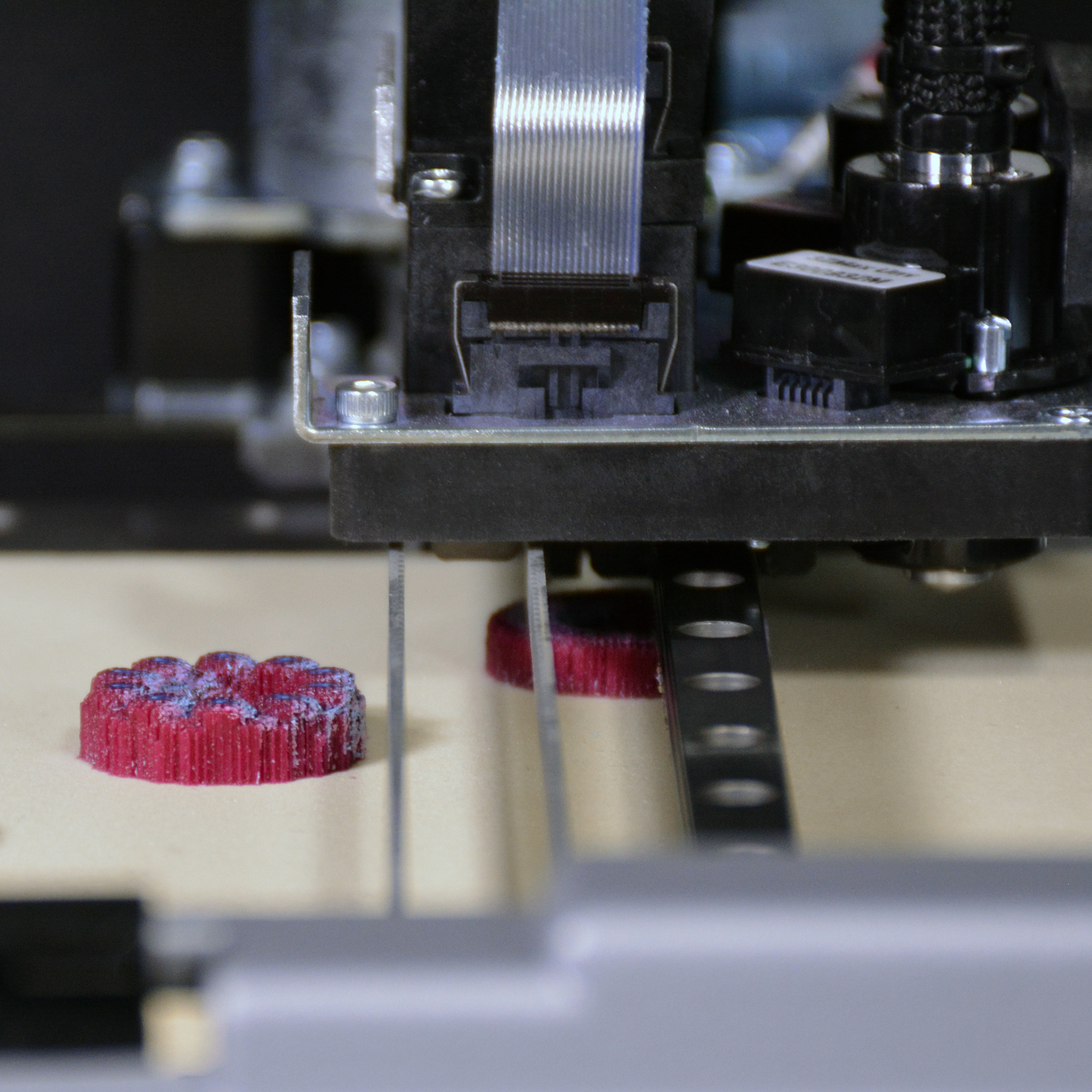 Also, maintaining a cool ambient temperature of 65-68°F (18-20°C) in the room where the printer is located can help provide optimal print quality.
Also, maintaining a cool ambient temperature of 65-68°F (18-20°C) in the room where the printer is located can help provide optimal print quality.Признаки перегрева. Обратите внимание на верхнюю поверхность после печати (до удаления опор) |
Использование материала
- Использование основного материала остается постоянным и не зависит от ориентации модели или ее расположения на пластине построения, в то время как использование дополнительного материала может быть различным. Например:
- При наличии полости или большого отверстия модель лучше располагать стороной с углублением вверх, так как под нависающими частями потребуется дополнительный материал. Стол лучше всего располагать ножками вверх, так как в противном случае под нависающими частями будет необходим дополнительный материал.
- Сквозные отверстия следует ориентировать параллельно оси Z, так как в этом случае отверстие не потребуется заполнять дополнительным материалом.
- If you print a flat rectangular prism or control arm, it should be stood up so the side with the smallest surface area is facing the build plate.
- При наличии полости или большого отверстия модель лучше располагать стороной с углублением вверх, так как под нависающими частями потребуется дополнительный материал. Стол лучше всего располагать ножками вверх, так как в противном случае под нависающими частями будет необходим дополнительный материал.

| |
Примеры ориентации деталей для сокращения используемого объема дополнительного материала |
- Уменьшите количество полос, если это возможно. Полосы разделены пунктирной линией в программе 3D Sprint.
- Увеличение количества моделей в одной полосе не приведет к существенному увеличению времени печати. Основными параметрами, которые влияют на время печати, являются высота модели и количество полос.
- Располагайте модели так, чтобы высокие участки находились в как можно меньшем количестве полос. Напечатав максимальный размер модели по оси Z в одной полосе, принтер начнет пропускать эту полосу до завершения задания печати. При печати последующих слоев, занимающих меньше полос, принтер будет пропускать незадействованные полосы, что может существенно сократить время печати.
 Полосы разделены пунктирной линией в программе 3D Sprint.
Полосы разделены пунктирной линией в программе 3D Sprint.| Ориентация с максимальным временем печати | Время печати значительно меньше | Пояснение к сокращению времени печати |
- Используйте инструмент «Оценка», чтобы оценить каждый вариант расположения: иногда результат может вас удивить.
- Сократив количество задействованных полос и высоту построения, расположите модели как можно ближе к контрольной стенке, чтобы расстояние от модели до стенки по оси X было минимальным.

Note: that 3D Sprint will outline a pattern in red to alert you if it is too close to the verification wall, or extends beyond the print area in any direction. However, there is no warning when manually placing patterns to alert you to overlap or patterns that have been placed too close together. We suggest a 2mm (0.080 inch) spacing between patterns, as is provided when using the AutoPlace function. Sometimes it may be difficult to know if patterns are too close; it is often useful to create a temporary 2mm (0.080 inch) thick disk or 2mm (0.080 inch) thick rectangular bar with the Generate Geometry tool, and manually move it in between patterns much like using a feeler gauge. |
- Расположите деталь таким образом, чтобы длина по оси X во всех 3 полосах была минимальной.
- Для максимальной производительности количество моделей в построении иногда может быть важнее времени печати. Например, построение с меньшим количеством моделей можно напечатать быстрее, однако печать более длинного задания с большим количеством моделей можно запланировать на ночь, обеспечив таким образом эффективное распределение времени.

Пример: печать 5 моделей за 8 часов или 15 моделей за 16 часов.
- Печать 15 моделей за 16 часов позволит достичь максимальной производительности, так как задание печати будет выполняться ночью без вмешательства оператора.
Тонкие сегменты / хрупкие структуры
Воск является хрупким материалом, а поэтому работа и постобработка выполненных из него тонких элементов, таких как пластины охлаждения, связана с определенными трудностями. В результате небольшого воздействия, направленного перпендикулярно тонким элементам, восковая модель может быстро растрескаться и сломаться, поэтому такие элементы требуют особой осторожности при захвате и размещении модели. Одним из естественных вариантов ориентации такого объекта, как цилиндр поршня, является его вертикальное размещение так, чтобы отверстие было направлено по оси Z, а пластины располагались горизонтально в плоскости X-Y. В большинстве случаев лучше повернуть модель таким образом, чтобы пластины находились вертикально (по оси Z). Это упростит и ускорит постобработку воска опор, так как для удаления дополнительного материала из глубоких и узких щелей между близко расположенными горизонтальными пластинами потребуется более длительная выдержка в резервуаре. Лишний дополнительный материал из широкого центрального отверстия можно легко удалить вручную, а постобработка самого отверстия занимает меньше времени, чем постобработка пространства между пластинами. Это тот случай, когда необходимо найти компромисс: при повороте модели используется больше воска опор, но постобработка займет меньше времени и позволит добиться лучшего качества, так что это более выгодный вариант.
Одним из естественных вариантов ориентации такого объекта, как цилиндр поршня, является его вертикальное размещение так, чтобы отверстие было направлено по оси Z, а пластины располагались горизонтально в плоскости X-Y. В большинстве случаев лучше повернуть модель таким образом, чтобы пластины находились вертикально (по оси Z). Это упростит и ускорит постобработку воска опор, так как для удаления дополнительного материала из глубоких и узких щелей между близко расположенными горизонтальными пластинами потребуется более длительная выдержка в резервуаре. Лишний дополнительный материал из широкого центрального отверстия можно легко удалить вручную, а постобработка самого отверстия занимает меньше времени, чем постобработка пространства между пластинами. Это тот случай, когда необходимо найти компромисс: при повороте модели используется больше воска опор, но постобработка займет меньше времени и позволит добиться лучшего качества, так что это более выгодный вариант.
В качестве меры предосторожности зачастую рекомендуется использовать крепление, чтобы перемещать и держать модель с хрупкими элементами. Дополнительную информацию см. в руководстве Практический опыт постобработки для ProJet® 2500 IC. Кроме того, на внешней стороне модели вдоль тонких элементов можно также использовать вспомогательные «ворота» или перекладины. Они удобны для перемещения модели или при обработке в резервуаре. Такие вспомогательные перекладины могут служить частью литника, их можно будет удалить после литья. Проектируйте и располагайте эти вспомогательные элементы таким образом, чтобы они отвечали технологическим требованиям и не препятствовали правильному потоку металла в процессе литья.
Ориентация с максимальным временем постобработки | Значительно сокращает количество возможных проблем при постобработке |
Добавление вспомогательных перекладин для защиты хрупких элементов | |
3д печать на восковом принтере
Появление на рынке компьютерного оборудования 3D-принтеров стало настоящим прорывом в области науки и техники. С помощью высокоточного программного моделирования специалисты могут получить любые изделия, отличающиеся сложностью и многогранностью форм, а также обширной линейкой размеров.
С помощью высокоточного программного моделирования специалисты могут получить любые изделия, отличающиеся сложностью и многогранностью форм, а также обширной линейкой размеров.
Материал, из которого изготавливаются такие товары, может быть любым:
- различные типы металлов;
- пластик;
- акриловое стекло;
- воск;
- песок;
- гипс.
3д печать позволяет создавать медицинские приборы, украшения, скульптуры, предметы обихода и многое другое.
Прежде чем выбрать услугу под названием 3d моделирование на заказ, изучите характеристики перечисленных материалов и определите оптимально подходящий вам вариант.
Особенности воска, используемого для 3Д печати
Любые парафиновые составы отличаются относительно низкой температурой печати, не превышающей 60-100°С. Воск в основном используется в ходе разработки литейных форм для ювелирных изделий. Преимущество этого материала заключается в лёгкости удаления парафиновой плёнки с готового украшения.
3d печать воском позволяет создать максимально точные полигональные и цифровые модели форм для отливки драгоценностей. Кроме того, из этого материала можно получить прототип готового украшения, с тем, чтобы отработать малейшие детали его оформления (без использования драгоценных металлов). После создания оригинала восковой прототип направляется на переплавку, а полученный таким образом материал подходит для вторичного использования.
Преимущества восковой печати:
- разумная стоимость расходного материала;
- лёгкость и пластичность воска;
- относительная прочность полученного прототипа готового изделия;
- лёгкость удаления восковой плёнки с украшений, статуэток и других изделий.
Используя услуги 3d печати, обратите своё внимание на возможности многоструйного моделирования, осуществляемого по технологии Multi-Jet Modelling. Для выполнения таких работ используется оборудование, произведённое компанией 3D Systems. В частности, максимальной точностью и вниманием к деталям отличается принтер ProJet 3500 CPX Max. Толщина изготавливаемых этим оборудованием слоёв достигает 16 мкм.
Толщина изготавливаемых этим оборудованием слоёв достигает 16 мкм.
Используя 3d принтер восковой, необходимо соблюдать правила хранения готовых изделий (особый температурный режим, запрет на транспортировки и т. д.). В противном случае Hi-Cast изделие утратит свои свойства.
3D печать воском для литья по выплавляемым моделям [ЛПВМ] — 3D печать
Как появился 3д принтер пробовал лить по выжигаемым из АБС-пластика. Может быть и смирился с безвозвратной потерей модельного материала, если бы он хорошо выгорал внутри формы, да АБС с дефицитом O2 сгорать не хочет, и образует мусор, который устойчивый до 700-800С. На том и забросил прямое использование 3д принтера в литейных делах.
Стал печать многоразовые модели, для простых деталей это оптимальный вариант.
Вдоволь научавшись с решением задачи разборности многоразовых моделей, был таки отлит цилиндр. Это все хорошо, однако, в процессе стало очевидна ущербность подобной технологии для штучных изделий. Никто не будет обижаться, если я вставлю ссылку на тему о самодельном моторе http://www.chipmaker…__fromsearch__1
Никто не будет обижаться, если я вставлю ссылку на тему о самодельном моторе http://www.chipmaker…__fromsearch__1
А тем временем воск ювелирный, купленный лет 5 назад, валялся в шкафу и ждал своего часа.
Идея печати воском для меня превлекательна по двум критериям:
1. Задачу разборности решать нет нужды, в крайнем случаи необходимо решить задачу разбиения моделей для удобства формовки и печати.
2. Модельный состав частично многоразового использования.
Из первого следует большая свобода выбора геометрии, что с инженерной точки зрения всегда хорошо.
В сети есть вариант воскоэкструдера с подачей толстого прутка, причем все это ездит на печатающей головке с увеличением ее инертности. Я пошел иным путем — подача в печатающую головку жидкого и дозированного воска, за одно и проблема геометрии сырья исчезла — вместо калиброванного прутка можно любые куски кинуть в танк, где оно и расплавиться. При подаче жидкого воска так же решается легко проблема его загрязнения после использования.
По первым впечатлениям.
Воск не прощает ошибки как АБС, воск жидкость и не тянется как паутина за соплом — нельзя делать мосты, как делать заливку верхнего торца не знаю даже.
Чем ниже будет температура модели при печати, тем лучше. Новый слой не ложится на жидкий или горячий предыдущий, а становиться каплей на сопле.
Если сопло стало вдруг забито мусором, то насос весело создает в системе давление в десятки атм, пока не найдет какой-то слабое место. В моей конструкции, это обычно соединение шланга в рукаве со штуцером у насоса.
На 3D-принтере можно печатать воском | FABERANT 3D-принтеры
Возможно, вы знаете, что на 3D-принтерах, которые можно купить для дома, можно печатать различными пластиками.
Для 3D-принтера Faberant Cube нашего производства это такие пластики как: АБС, Нейлон, Поликарбонат, ПЛА, FLEX, Rubber, Полиуретан, HIPS, PVA, SBS, PETG, Полипропилен (PP). А также Воск.
А также Воск.
Для чего же можно использовать воск? Дело в том, что издавна этот материал используется в процессе создания металлических изделий по восковым отливкам. Вручную с помощью спец инструмента или с помощью фрезы на станке из куска воска создается модель. Далее восковка обмазывается огнеупорным материалом, который застывая, образует вокруг нее кокон. Далее в печи кокон нагревается и воск выплавляется, образуя точную полость нужной модели внутри. После этого в огнеупорный кокон заливается металл, который заполнит полость внутри и застыв, превратится в точную копию восковой модели, но уже из металла.
Все это довольно сложный и длительный технологический процесс получения металлических изделий.
Так вот, теперь один из этапов — создание восковки можно выполнить быстрее на 3D-принтере. Это предполагает сокращение времени и отходов. Появляется возможность, сохранив модель в цифровом виде, напечатать ее снова и снова.
Уже довольно давно еще одна отечественная компания Filamentarno! выпустила воск для 3D-печати Wax3D. Мы провели много испытаний по печати этим воском на нашем 3D-принтере Faberant Cube и рады показать результаты. Теперь любой владелец принтера сможет печатать также. Все настройки есть в программе, поставляющейся вместе с принтером.
Подробнее о 3D-принтере на нашем сайте www.faberant.ru
Прототип патрубка из воска, толщина слоя 0.1 мм, толщина стенки — 1 ммПрототип патрубка из воска, толщина слоя 0.1 мм, толщина стенки — 1 мм
Прототип патрубка из воска, толщина слоя 0.1 мм, толщина стенки — 1 ммПрототип патрубка из воска, толщина слоя 0.1 мм, толщина стенки — 1 мм
Боль с резьбой из воскаБоль с резьбой из воска
Сложная модель из воскаСложная модель из воска
Подробнее о 3D-принтере на нашем сайте www.faberant.ru
Восковая нить
Описание продукта
При использовании для литья по выплавляемым моделям выгорание получается очень чистым (намного лучше, чем при использовании пластиковой нити). Этот продукт также можно полировать, обрабатывать и вырезать НАМНОГО проще, чем пластиковые нити.
Этот продукт также можно полировать, обрабатывать и вырезать НАМНОГО проще, чем пластиковые нити.
Print2Cast мягче традиционных пластиковых нитей. Из-за этого может потребоваться модификация некоторых приводов подачи экструдера для правильной подачи нити. Самый простой способ определить, нуждается ли ваш принтер в каких-либо модификациях, — это узнать, используют ли уже другие люди какие-либо гибкие нити на вашем устройстве.Многие из представленных на рынке эластичных и гибких нитей даже мягче и гибче, чем нити Print2Cast. Из-за этого необходимые для них модификации хорошо работают и с филаментом Print2Cast. При печати на более мягком волокнистом материале следует помнить о двух ключевых моментах.
1. Проведите нить через весь привод, чтобы предотвратить скручивание.
2. Обеспечьте надлежащее натяжение подшипников направляющего рычага, которые вдавливают нить в приводную шестерню для предотвращения шлифования.
По нашему личному опыту, наилучшие результаты в отношении приклеивания к слою были получены при использовании нескольких слоев лака для волос «экстра супер-фиксации» на подогреваемой стеклянной подложке. Мы рекомендуем опрыскать стекло 6 тонкими слоями, давая им высохнуть между слоями.
Мы рекомендуем опрыскать стекло 6 тонкими слоями, давая им высохнуть между слоями.
Второй вариант приклеивания к станине — использование тканевой спортивной ленты или клейкой ленты.
Вот несколько рекомендаций по запуску, которые помогут вам начать работу. Помните, что эти предложения могут зависеть как от конструкции вашего принтера, так и от геометрии печатаемого объекта.
а. Температура экструзии = 140 ° C-150 ° C
г. Температура слоя = 80 ° -90 ° C
г. Корпуса = 2-3 (для большинства моделей)
г. Скорость печати обычно составляет от 20 до 70 мм / с
e. Лучше всего печатать, когда слои успевают остыть. Этого можно добиться несколькими способами. Юбка / край со всеми слоями, активный вентилятор охлаждения (на низком уровне), печать нескольких одинаковых предметов, жертвенный столб или дополнительная пауза между слоями. Здесь следует предостеречь, чтобы не остывать слишком быстро. Это вызовет чрезмерную деформацию.
FAQ
1. «Какой 3D-принтер вы рекомендуете для нити Print2Cast?»
ИЛИ:
«Будет ли Print2Cast работать с моей машиной» XYZ «?»
Ответы на эти два часто задаваемых вопроса во многом совпадают.
Print2Cast будет работать практически с любым принтером, который рассчитан на TPU (или может быть модифицирован для TPU) и позволяет устанавливать температуру экструзии примерно на 140 ° C.ТПУ или гибкая нить мягче и гибче, чем Print2Cast. Таким образом, если привод подачи может надежно подавать TPU, он, как правило, также надежно обрабатывает воск.
Стандартная прошивка на некоторых машинах будет иметь предел холодной экструзии с учетом пластика и не позволит экструдеру работать, если обнаруженная температура ниже определенного предела, независимо от температуры, выбранной в слайсере. Довольно часто это можно обойти, добавив к стартовой последовательности код M302.Тем не менее, если вы не уверены, лучше спросить производителя принтера о возможности печати при более низких температурах.
Довольно часто это можно обойти, добавив к стартовой последовательности код M302.Тем не менее, если вы не уверены, лучше спросить производителя принтера о возможности печати при более низких температурах.
Некоторые другие особенности, которые больше подходят для воска, — это экструдер с прямым приводом, цельнометаллический горячий конец, нагретая платформа для печати и кожух. Боуден-машины и машины с открытой рамой все еще могут быть жизнеспособными, но не такими идеальными. Привод подачи менее проблематичен для 3-миллиметровой нити из-за дополнительной жесткости, которую предлагает больший диаметр. Корпус также можно построить довольно легко, поэтому я бы не допустил, чтобы это было нарушением сделки, если вы найдете принтер, который соответствует вашему бюджету и другим параметрам.
2. «Какую температуру и продолжительность вы рекомендуете для плавки Print2Cast?»
В первую очередь следует обратиться к термину «таяние». Это может сработать для некоторых основных геометрических форм, таких как конус или сфера, где сила тяжести может позволить воску ускользнуть, но в целом мы рекомендуем настоящую процедуру выжигания, а не плавление. Для этого лучше всего следовать инструкциям производителя паковочного материала, который вы используете, прежде всего. Большинство графиков выгорания инвестиционных материалов достигают 1200 ° F или выше, что намного превышает температуру, необходимую для выгорания парафина для беззольной формы.
Для этого лучше всего следовать инструкциям производителя паковочного материала, который вы используете, прежде всего. Большинство графиков выгорания инвестиционных материалов достигают 1200 ° F или выше, что намного превышает температуру, необходимую для выгорания парафина для беззольной формы.
Для тех, кто занимается своими руками, использующими самодельные паковочные массы (обычно используются штукатурные и песчаные смеси), мы рекомендуем 9–12-часовой график для большинства размеров форм с медленным нарастанием до пиковой температуры. Первые 2 часа должны быть 300 ° F. Это позволит воску медленно расплавить большую часть полости, оставляя в форме достаточно места для естественного расширения при нагревании воска. В идеале ваша пиковая температура должна быть минимум 750 ° F. Более высокие пиковые температуры обеспечат полное выгорание. Домашние миксы начнут разлагаться при этих температурах, поэтому следует провести некоторое тестирование, чтобы увидеть, с чем будет работать ваш конкретный микс, поскольку не существует единого размера, подходящего для всех.
Обжиговая печь идеально подходит для точного достижения и поддержания температуры при изготовлении литейных паковок для домашнего или профессионального использования. Рынок подержанных вещей часто является отличным местом для поиска очень доступных по цене вариантов. В качестве другого варианта можно построить печи для обжига своими руками. В Интернете есть много статей и видео, которые могут быть полезны при использовании этой опции. Однако в зависимости от материалов, которые у вас есть под рукой, стоимость может быть больше, чем стоимость использованного материала, поэтому присмотритесь к ним и решите, что лучше всего подходит для вашей ситуации.
Литье по выплавляемым моделям с применением аддитивного производства
Процесс литья по выплавляемым моделям описать довольно долго. Как видно на этой схеме, процесс литья металла начинается с создания восковой копии изделия, которое будет изготовлено. Древние мастера по металлу использовали пчелиный воск и вручную лепили восковой узор. Теперь используются формы для литья под давлением воска. Рисунок из воска (или смолы) погружают в огнеупорную суспензию, а затем в огнеупорный порошок и сушат / обжигают перед удалением воска, оставляя полую форму для приема расплавленного металла.
Древние мастера по металлу использовали пчелиный воск и вручную лепили восковой узор. Теперь используются формы для литья под давлением воска. Рисунок из воска (или смолы) погружают в огнеупорную суспензию, а затем в огнеупорный порошок и сушат / обжигают перед удалением воска, оставляя полую форму для приема расплавленного металла.
При использовании 3D-печати, по крайней мере, первые два шага могут быть удалены из этого процесса. В промышленных масштабах удаление этих этапов потенциально может сэкономить много времени и средств. Кроме того, современные модели из воска, напечатанные на 3D-принтере, отличаются качеством и допусками по размерам, в отличие от тех, которые сделаны вручную с использованием пчелиного воска. На плечах гигантов, как говорится…
Как напечатать воск на 3D-принтере?
Воск, что неудивительно, является отличным кандидатом для 3D-печати с точки зрения низкой температуры плавления, реологии и т. Д.Одним из вариантов восковой печати является 3D Systems ProJet MJP 2500W , который представляет собой многоструйный принтер, способный печатать детали небольшого и среднего размера внутри своего рабочего объема 294 x 211 x 144 мм.
ProJet MJP 2500W печатает с использованием парафинового воска без наполнителя с добавлением смол, обозначенных как VisiJet M2 ICast RealWax. Исходное сырье дает детали высококонтрастного зеленого цвета, что позволяет легко визуализировать мелкие детали, как вы можете видеть ниже.
Используя этот метод, можно напечатать сотни узоров малого и среднего размера с исключительной чистотой поверхности, стабильностью размеров и литьем.
Кроме того, это намного быстрее и рентабельнее по сравнению со временем и стоимостью изготовления с использованием традиционной формы для литья под давлением. Затем восковые модели лепятся, воск выгорает во время обжига, и получается красивая, гладкая и компактная полость формы, готовая для литья металла.
На фото ниже показаны различные этапы процесса. Большая белая часть — это лепное дерево с несколькими экземплярами части, которую нужно заполнить металлом через отверстие наверху.А справа последняя металлическая деталь.
Итак, вот оно. Вот как можно изготавливать высококачественные металлические литые детали из восковых моделей, напечатанных на 3D-принтере.
Не забывайте, что некоторые смолы SLA можно использовать таким же образом.
Для получения дополнительной информации о том, какой вариант лучше всего подходит для вас, вы можете загрузить эту бесплатную электронную книгу, описывающую подход 3D Systems.
VisiJet Support Средство для удаления воска | 3D Системы
Состояние — Выберите область —Buenos AiresCatamarcaChacoChubutCiudad Autónoma Буэнос AiresCórdobaCorrientesEntre RíosFormosaJujuyLa PampaLa RiojaMendozaMisionesNeuquénRío NegroSaltaSan JuanSan LuisSanta CruzSanta FeSantiago дель EsteroTierra дель FuegoTucumánAustralian Капитал TerritoryNew Южная WalesNorthern TerritoryQueenslandSouth AustraliaTasmaniaVictoriaWestern AustraliaBurgenlandKärntenNiederösterreichOberösterreichSalzburgSteiermarkTirolVorarlbergWienAcreAlagoasAmapáAmazonasBahiaCearáDistrito FederalEspírito SantoGoiásMaranhãoMato GrossoMato Гроссо SulMinas GeraisParáParaíbaParanáPernambucoPiauíRio де JaneiroRio Гранде-ду-NorteRio Гранде-ду-SulRondôniaRoraimaSanta CatarinaSão PauloSergipeTocantinsAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundland и ЛабрадорСеверо-западные территории Новая ШотландияНунавутОнтариоОстров принца ЭдуардаКвебекСаскачеван Территории ЮконАйсен-дель-Генерал Карлос Ибаньес-дель-КампоАнтофагастаАрауканияArica y ParinacotaAtacamaBíador-BíoCoquimboLab РДО O’HigginsLos LagosLos RíosMagallanesMauleRegión Метрополитана де SantiagoTarapacáValparaísoAnhuiBeijingChinese TaipeiChongqingFujianGansuGuangdongGuangxiGuizhouHainanHebeiHeilongjiangHenanHong KongHubeiHunanJiangsuJiangxiJilinLiaoningMacaoNei MongolNingxiaQinghaiShaanxiShandongShanghaiShanxiSichuanTianjinXinjiangXizangYunnanZhejiangÎle-де-FranceOccitanieAuvergne-Rhone-AlpesBourgogne-Франш-ComtéBretagneCentre-Валь-де-LoireCorseGrand EstHauts-де-FranceJuraNormandieNouvelle-де-ла-AquitainePays LoireProvence-Альпы-Лазурный AzurBaden-WürttembergBayernBerlinBrandenburgBremenHamburgHessenMecklenburg-VorpommernNiedersachsenNordrhein- WestfalenRheinland-PfalzSaarlandSachsenSachsen-AnhaltSchleswig-HolsteinThüringenAndaman и Никобарские IslandsAndhra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadra и Нагар HaveliDaman и DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu и KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOdishaPuduche rryPunjabRajasthanSikkimTamil NaduTripuraUttar PradeshUttarakhandWest BengalCarlowCavanClareCorkDonegalDublinGalwayKerryKildareKilkennyLaoisLeitrimLimerickLongfordLouthMayoMeathMonaghanOffalyRoscommonSligoTipperaryWaterfordWestmeathWexfordWicklowAgrigentoAlessandriaAnconaAostaArezzoAscoli PicenoAstiAvellinoBariBarletta-Андрия-TraniBellunoBeneventoBergamoBiellaBolognaBolzanoBresciaBrindisiCagliariCaltanissettaCampobassoCarbonia-IglesiasCasertaCataniaCatanzaroChietiComoCosenzaCremonaCrotoneCuneoEnnaFermoFerraraFirenzeFoggiaForlì-CesenaFrosinoneGenovaGoriziaGrossetoImperiaIserniaLa SpeziaL’AquilaLatinaLecceLeccoLivornoLodiLuccaMacerataMantovaMassa — CarraraMateraMedio CampidanoMessinaMilanoModenaMonza е BrianzaNapoliNovaraNuoroOgliastraOlbia-TempioOristanoPadovaPalermoParmaPaviaPerugiaPesaro е UrbinoPescaraPiacenzaPisaPistoiaPordenonePotenzaPratoRagusaRavennaReggio CalabriaReggio EmiliaRietiRiminiRomaRovigoSalernoSassariSavonaSienaSondrioSiracusaTarantoTeramoTerniTrapaniTrentoTrevisoTries teTorinoUdineVareseVeneziaVerbano-Кузьо-OssolaVercelliVeronaVibo ValentiaVicenzaViterboAichiAkitaAomoriChibaEhimeFukuiFukuokaFukushimaGifuGunmaHiroshimaHokkaidoHyogoIbarakiIshikawaIwateKagawaKagoshimaKanagawaKochiKumamotoKyotoMieMiyagiMiyazakiNaganoNagasakiNaraNiigataOitaOkayamaOkinawaOsakaSagaSaitamaShigaShimaneShizuokaTochigiTokushimaTokyoTottoriToyamaWakayamaYamagataYamaguchiYamanashiBusanDaeguDaejeonGangwonGwangjuGyeonggiIncheonJejuNorth ChungcheongNorth GyeongsangNorth JeollaSeoulSouth ChungcheongSouth GyeongsangSouth JeollaUlsanJohorKedahKelantanMelakaNegeri SembilanPahangPerakPerlisPulau PinangSabahSarawakSelangorTerengganuWilayah Persekutuan Куала LumpurWilayah Persekutuan LabuanWilayah Persekutuan PutrajayaAguascalientesBaja CaliforniaBaja Калифорния SurCampecheChiapasChihuahuaCoahuilaColimaDurangoFederal DistrictGuanajuatoGuerreroHidalgoJaliscoMexico StateMichoacánMorelosNayaritNuevo LeónOaxacaPueblaQuerétaroQuintana RooSan Луис PotosíSinaloaSonoraTabascoTamaulipasTlaxcalaVer acruzYucatánZacatecasŚląskieŁódzkieŚwiętokrzyskieDolnośląskieKujawsko-pomorskieLubelskieLubuskieMałopolskieMazowieckieOpolskiePodkarpackiePodlaskiePomorskieWarmińsko-mazurskieWielkopolskieZachodniopomorskieAdygeya, RespublikaAltay, RespublikaAltayskiy krayAmurskaya oblast’Arkhangel’skaya oblast’Astrakhanskaya oblast’Bashkortostan, RespublikaBelgorodskaya oblast’Bryanskaya oblast’Buryatiya, RespublikaChechenskaya RespublikaChelyabinskaya oblast’Chukotskiy okrugChuvashskaya RespublikaDagestan автономный, RespublikaIngushetiya, RespublikaIrkutskaya oblast’Ivanovskaya oblast’Kabardino-Балкарская RespublikaKaliningradskaya oblast’Kalmykiya, RespublikaKaluzhskaya oblast’Kamchatskiy krayKarachayevo-Черкесская RespublikaKareliya, RespublikaKemerovskaya oblast’Khabarovskiy krayKhakasiya, RespublikaKhanty-Мансийский автономный округ-YugraKirovskaya oblast’Komi, RespublikaKostromskaya oblast’Krasnodarskiy krayKrasnoyarskiy krayKurganskaya oblast’Kurskaya oblast’Leningradskaya oblast’Lipetskaya oblast’Magadanskaya oblast’Mariy Эль, RespublikaMordoviya, RespublikaMoskovskaya oblast’MoskvaMurmanskaya oblast’Nenetskiy okrugNizhegorodskaya oblast’Novgorodskaya автономный oblast’Novosibirskaya oblast’Omskaya oblast’Orenburgskaya oblast’Orlovskaya oblast’Penzenskaya oblast’Permskiy krayPrimorskiy krayPskovskaya oblast’Rostovskaya oblast’Ryazanskaya область Саха, РеспубликаСахалинская областьСамарская областьСанкт-ПетербургСаратовская областьСеверная Осетия-Алания, РеспубликаСмоленская областьСтавропольский крайСвердловская областьТамбовская областьТатарстанская областьТатарстанская областьТамбовская областьТатарстанская областьТамбовская областьТатарстанская областьТатарстанская область ‘яновская область’Владимирская область’Волгоградская область’Вологодская область’Воронежская область’Ямало-Ненецкий автономный округЯрославская область’Еврейская автономная область’Забайкальский крайСеверный ВостокСеверный ВостокСеверный Восток СингапурСеверный Запад ВостокСеверный Восток СингапурСеверный Запад AlacantAlmeríaAsturiasÁvilaBadajozBalearsBarcelonaBurgosCáceresCádizCantabriaCastellón / CastellóCiudad RealCórdobaCuencaGironaGranadaGuadalajaraGuipúzcoa / GipuzkoaHuelvaHuescaJaénLa RiojaLas PalmasLeónLleidaLugoMadridMálagaMurciaNavarra / NafarroaOurensePalenciaPontevedraSalamancaSanta Крус-де-TenerifeSegoviaSevillaSoriaTarragonaTeruelToledoValencia / ValènciaValladolidVizcaya / BizkaiaZamoraZaragozaAargauAppenzell AusserrhodenAppenzell InnerrhodenBasel-LandschaftBasel-StadtBernFribourgGenèveGlarusGraubündenJuraLuzernNeuchâtelNidwaldenObwaldenSankt GallenSchaffhausenSchwyzSolothurnThurgauTicinoUriValaisVaudZugZürichChanghua CountyChiayi CityChiayi CountyHsinchu CityHsinchu CountyHualien CountyKaohsiung CityKaohsiung CountyKeelung CityMiaoli CountyNantou CountyPenghu CountyPingtung CountyTaichung CityTaichung CountyTainan CityTainan CountyTaipei CityTaipei CountyTaitung CountyTaoyuan CountyYilan CountyYunlin CountyŞırnakŞanlıurfaİstanbulİzmirAğrıAd? YamanAdanaAfyonkarahisarAksarayAmas yaAnkaraAntalyaArdahanArtvinAydınBalıkesirBartınBatmanBayburtBilecikBingölBitlisBoluBurdurBursaÇanakkaleÇankırıÇorumDenizliDiyarbakırDüzceEdirneElazığErzincanErzurumEskişehirGaziantepGiresunGümüşhaneHakkâriHatayIğdırIspartaKırşehirKırıkkaleKırklareliKahramanmaraşKarabükKaramanKarsKastamonuKayseriKilisKocaeliKonyaKütahyaMalatyaManisaMardinMersinMuşMuğlaNevşehirNiğdeOrduOsmaniyeRizeSakaryaSamsunSiirtSinopSivasTekirdağTokatTrabzonTunceliUşakVanYalovaYozgatZonguldakCrimeaCherkasyChernihivChernivtsiDnipropetrovskDonetskIvano-FrankivskKharkivKhersonKhmelnytskyiKirovohradKyivLuhanskLvivMykolaivOdesaPoltavaRivneSumyTernopilVinnytsiaVolynZakarpattiaZaporzhzhiaZhytomyrAberdeen CityAberdeenshireAngusAntrimArgyll и ButeArmaghAvonBanffshireBedfordshireBerkshireBlaenau GwentBordersBridgendBristolBuckinghamshireCaerphillyCambridgeshireCardiffCarmarthenshireCeredigionChannel IslandsCheshireClackmannanshireClevelandConwyCornwallCumbriaDenbighshireDerbyshireDevonDorsetDownDumfries и GallowayDurhamEa ул AyrshireEast DunbartonshireEast LothianEast RenfrewshireEast райдинг YorkshireEast SussexEdinburghEssexFalkirkFermanaghFifeFlintshireGlasgowGloucestershireGreater ManchesterGwyneddHampshireHerefordshireHertfordshireHighlandHumbersideInverclydeIsle из AngleseyIsle в ManIsle из WightIsles в ScillyKentLancashireLeicestershireLincolnshireLondonLondonderryMerseysideMerthyr TydfilMiddlesexMidlothianMonmouthshireMorayNeath Порт TalbotNewportNorfolkNorth AyrshireNorth East LincolnshireNorth LanarkshireNorth YorkshireNorthamptonshireNorthumberlandNottinghamshireOrkneyOuter HebridesOxfordshirePembrokeshirePerthshire и KinrossPowysRenfrewshireRhondda, Cynon, TaffRoxburghshireRutlandShetlandShropshireSomersetSouth AyrshireSouth LanarkshireSouth YorkshireStaffordshireStirlingSuffolkSurreySwanseaTorfaenTyne и WearTyroneVale из GlamorganWarwickshireWest DunbartonshireWest LothianWest MidlandsWest SussexWest YorkshireWiltshireWorcestershireWrexhamAlabamaAlaskaAmerican SamoaArizonaArkansasCa liforniaColoradoConnecticutDelawareDistrict из ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited Внешнего Малого IslandsUS Virgin IslandsUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
I-BEAM BLUE WAX PLA Литейная нить для 3D-принтеров — 1.
 Катушка 75 мм / 1 кг
Катушка 75 мм / 1 кг Материал: I-BEAM BLUE WAX PLA
Фактический вес нити: 1000 г (приблизительная длина на катушке 330 метров)
Допуск диаметра: ± 0,05 мм
Плотность: 1,210 — 1,430 г / см3
Температура стеклования: 55 ° C
Рекомендуемая температура печати: 195 ° C — 240 ° C *
Рекомендуемая скорость печати: 35-100 мм / с
Рекомендуемая температура нагреваемого слоя: 50-60 ° C
Строительная платформа: BLUE WAX PLA-нить хорошо прилипает как к нагретым, так и к ненагреваемым строительным платформам.Мы рекомендуем использовать BuildTak в качестве печатной поверхности вашей кровати.
При печати на стеклянной платформе нанесите клей-карандаш. Достаточно очень тонкого слоя клея, чтобы ваш отпечаток оставался на месте. Еще один способ склеивания — растворение клея ПВА в воде. По консистенции смесь может быть довольно жидкой, как у обезжиренного молока. Нанесите всего несколько капель и размазав смесь перед началом печати, вы создадите очень тонкий слой, который будет удерживать нить.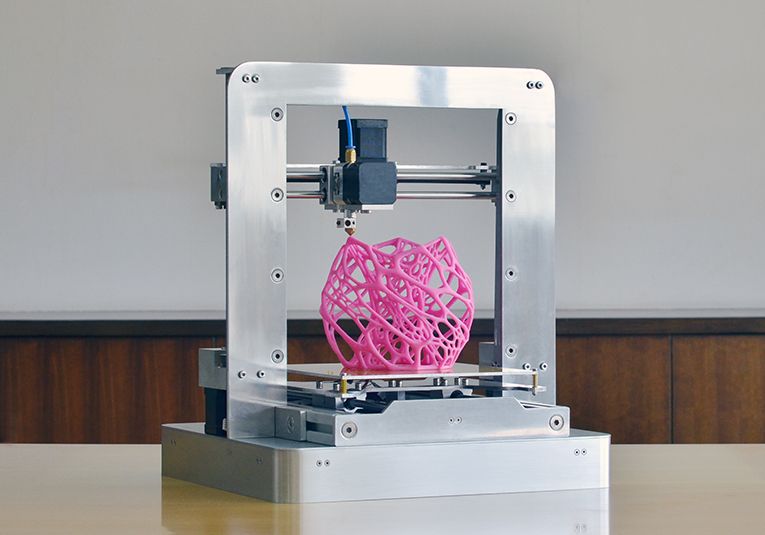
Внутренние испытания: STACKER постоянно проверяет наши волокна, чтобы гарантировать наилучшее качество.Если вы не знаете, как печатать с каким-либо материалом, свяжитесь с нами по адресу [email protected].
Обработка BLUE WAX PLA для экструдированных шаблонов: Весь кластер можно напечатать как одну часть, чтобы сэкономить время и деньги. Вентиляционные отверстия можно смоделировать и распечатать. Крупные выкройки можно распечатать по частям, а затем склеить для отливки. Литейные заводы часто очищают кластеры лимоненом; однако лимонен растворяет нить PLA, поэтому обязательно очищайте кластер с помощью моющего средства и избегайте контакта ваших 3D-печатных деталей с лимоненом.Чтобы избежать попадания золы в отливки, переверните корпус с вентиляционными отверстиями и дайте расплавленному PLA стечь. Чтобы получить чистый ожог, обжигайте при температуре от 1400̊F до 1600̊F (от 760̊C до 870̊C) в течение двух часов.
Результаты теста на сжигание при 1000 ° C в течение 30 минут:
Почти полное сгорание: 99,82%
Полулетучие органические вещества: <0,001% (не обнаружено)
Произведено CO2: ~ 100% (полное извлечение СО2)
Произведено CO: <0,01% (не обнаружено)
Образовавшаяся зола: 0,01%
Основные токсичные тяжелые металлы: <1 ppm каждый (Zn, Cu, Cr)
Размер катушки:
Внешний диаметр: 200 мм
Толщина: 70 мм
Внутренний диаметр: 53 мм
Tech Downloads: Технические данные и паспорта безопасности доступны по адресу http: // i-beamfilament.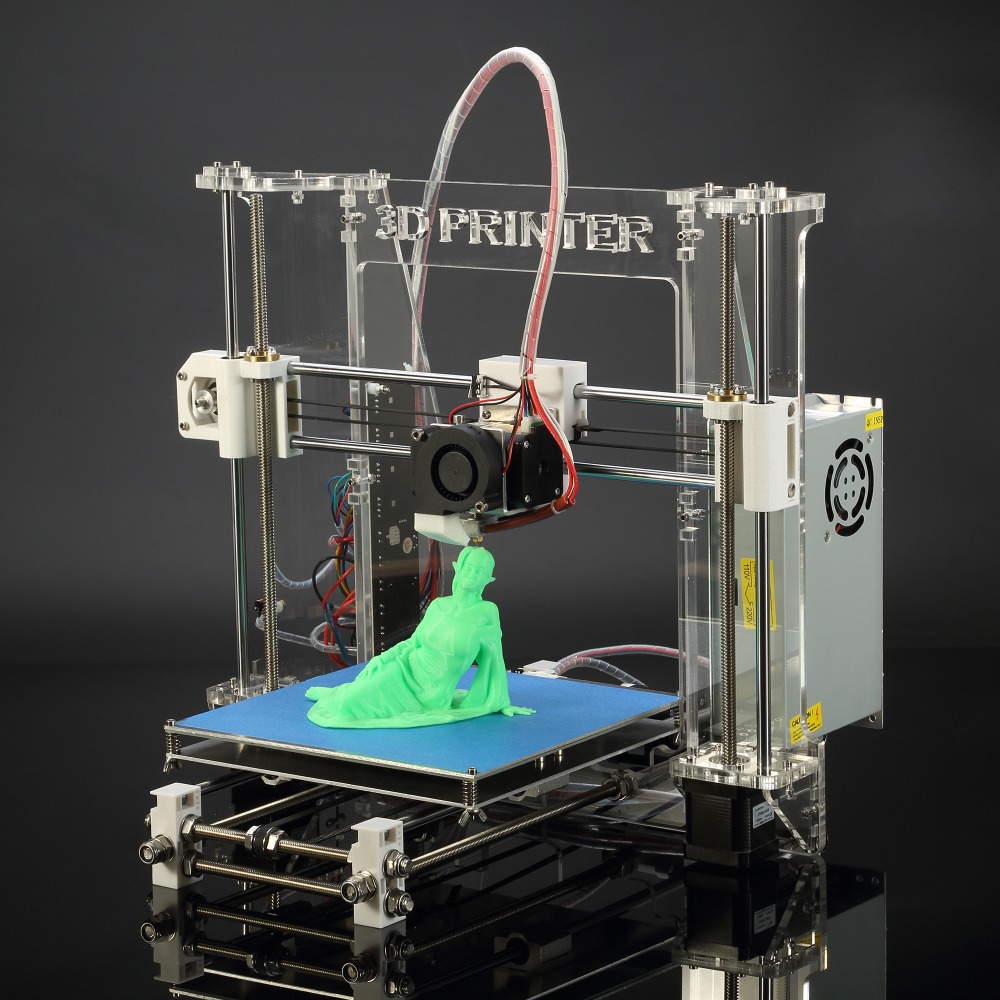 ru / Materials /
ru / Materials /
* имеют большое количество горячих концов, что чрезвычайно затрудняет обеспечение универсальной температуры печати. Указанный диапазон температур следует рассматривать как отправную точку, чтобы помочь вам найти температуру, подходящую для вашего отпечатка. Обратитесь к руководству по эксплуатации вашего принтера, чтобы узнать о безопасности и температуре.
WAX Материал для 3D-печати | 3D-печать с использованием восковой нити
WAX для 3D-печати | 3D-печать с использованием восковой нити☰
ВОСК Свойства и характеристики материала
- Твердость: 50 (шкала Шора «D»)
- Удельный вес: 0.92
- Удельная плотность: 0,03472 фунта / куб. Дюйм или 0,9137 г / куб. См
- Температура воспламенения (COC): ± 575 градусов F
- Точка плавления (метод кольца и шарика): 242 градуса F (117 ° C)
- Вязкость 270 градусов F: = 3000 сП (оценка до проверки)
- Объемная усадка (для вторичного использования, от температуры плавления до комнатной температуры): обычно 5%
- Коэффициент теплового расширения (дюйм. /в. ºF): 9,5 x 10-5
- Окраска: краситель синий, перманент, масляная основа
 /в. ºF): 9,5 x 10-5
/в. ºF): 9,5 x 10-5Что такое воск?
Большинство полимеров при разложении оставляют остатки — это проблема при литье по выплавляемым моделям и может привести к дефектам металлических деталей. Разработанный восковой материал обеспечивает его полное разложение при T> 600 C, оставляя чистую форму, готовую для литья.Еще одним преимуществом воскового материала является то, что вы можете использовать 3D-печать для создания сложных геометрических фигур, которые просто невозможны с помощью инструментов. Нить для восковой 3D-печати, разработанная специально для литья металлов по выплавляемым моделям.
При традиционном литье по выплавляемым моделям сначала необходимо изготовить металлический инструмент для изготовления восковых моделей. Инструмент обычно занимает как минимум несколько недель, а его стоимость начинается от тысяч долларов.
 Используя 3D-печать и восковые материалы, вы можете избавиться от необходимости в инструментах, что значительно сэкономит ваше время и деньги.
Используя 3D-печать и восковые материалы, вы можете избавиться от необходимости в инструментах, что значительно сэкономит ваше время и деньги.Характеристики
- Воск, используемый для аддитивного производства, состоит из 100% чистого литейного воска, но может иметь различные цвета и свойства.
- Легкая формуемость
- Хорошая обрабатываемость
- Пластичный
- Превосходное качество поверхности
- Чистое выгорание
Применение воскового материала
НитьWax для 3D-принтера — это воскообразный термопласт, который можно использовать для печати литейных форм, и он отличается превосходной стабильностью размеров.
3D-литье по выплавляемым моделям (или литье по выплавляемым моделям) — это производственный процесс. Процесс литья в основном позволяет создавать стоматологические формы и производить персонализированные ювелирные изделия очень высокого качества и сложности 3D-дизайна из различных материалов для принтера, таких как металлы.
лучших трех литейных смол для 3D-печати для литья ювелирных изделий
3D-принтеры на основе смолыUV LCD — особенно полезные инструменты для литья ювелирных изделий по выплавляемым моделям.Традиционно ювелиры вырезали из воска паковочные узоры или придавали им форму. 3D-принтер на основе смолы, работающий с качественной литьевой смолой, может упростить и автоматизировать этот процесс, печатая модели из литейных смол, которые имеют свойства, почти идентичные воску. Чтобы удовлетворить потребности профессиональных ювелиров, Zortrax представила BlueCast Original, BlueCast X5 и BlueCast X10 — три литьевые смолы, оптимизированные для 3D-принтера Zortrax Inkspire UV LCD.
Новые технологии в традиционном процессе
Ювелирное дело — это область с огромными традициями.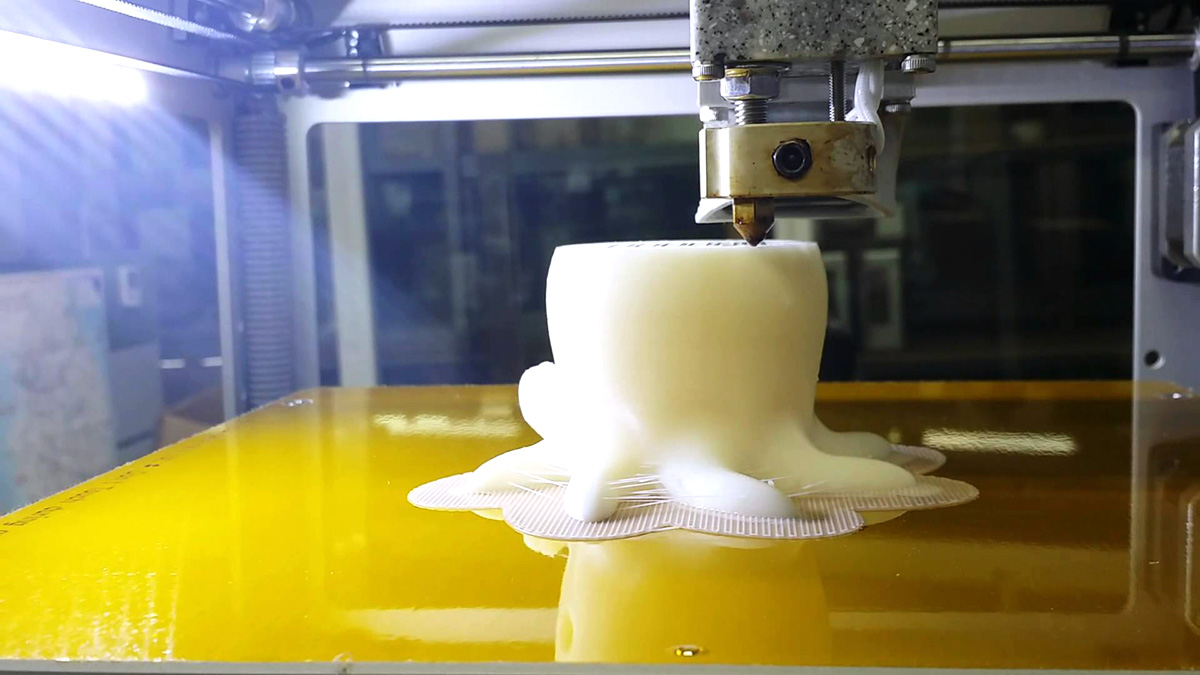 Литье по выплавляемым моделям — одна из самых ранних форм формовки металлов с более чем 5000-летней историей. Вот почему ювелиры обычно неохотно встречают новинки и не хотят менять способ своей работы на протяжении поколений. Вот почему все литьевые смолы, предназначенные для Zortrax Inkspire, можно использовать в том же процессе, с теми же инструментами и теми же вложениями, что и воск. Единственное изменение в опыте ювелиров состоит в том, что им больше не нужно тратить много времени на формирование восковых паковочных моделей вручную.В остальном все как всегда. Однако, помимо этого, каждая смола BlueCast имеет свои уникальные свойства, позволяющие работать в различных стилях ювелирного дизайна. Ювелирные изделия часто изготавливаются по индивидуальному заказу, и не существует таких вещей, как смола, которая подошла бы для всего.
Литье по выплавляемым моделям — одна из самых ранних форм формовки металлов с более чем 5000-летней историей. Вот почему ювелиры обычно неохотно встречают новинки и не хотят менять способ своей работы на протяжении поколений. Вот почему все литьевые смолы, предназначенные для Zortrax Inkspire, можно использовать в том же процессе, с теми же инструментами и теми же вложениями, что и воск. Единственное изменение в опыте ювелиров состоит в том, что им больше не нужно тратить много времени на формирование восковых паковочных моделей вручную.В остальном все как всегда. Однако, помимо этого, каждая смола BlueCast имеет свои уникальные свойства, позволяющие работать в различных стилях ювелирного дизайна. Ювелирные изделия часто изготавливаются по индивидуальному заказу, и не существует таких вещей, как смола, которая подошла бы для всего.
Смола для украшений в европейском стиле
Обручальные кольца с оправой для бриллиантов и других камней чаще всего изготавливают ювелиры Франции, Италии и других стран Европы. Такой дизайн богат деталями, но в то же время включает шейперы с определенным объемом.BlueCast X5 был разработан, чтобы лучше всего работать именно в этих приложениях. Обладает высокой точностью размеров и качеством поверхности. Смола не оставляет остатков золы при выгорании. Его формула не содержит токсичных компонентов, которые потенциально могут загрязнить инвестицию. Сублимация начинается при 130 ° C, быстрое выгорание возможно при 850 ° C. Кроме того, процесс литья ювелирных изделий происходит быстрее, поскольку BlueCast X5 не требует дополнительного отверждения. Образцы можно покрыть паковочной массой сразу после очистки изопропиловым спиртом (IPA) 90% / 99% или этиловым спиртом 90% / 90%.Эта смола рекомендуется не только для обручальных колец, но и для изготовления медалей и инструментов для предварительной настройки камня.
Такой дизайн богат деталями, но в то же время включает шейперы с определенным объемом.BlueCast X5 был разработан, чтобы лучше всего работать именно в этих приложениях. Обладает высокой точностью размеров и качеством поверхности. Смола не оставляет остатков золы при выгорании. Его формула не содержит токсичных компонентов, которые потенциально могут загрязнить инвестицию. Сублимация начинается при 130 ° C, быстрое выгорание возможно при 850 ° C. Кроме того, процесс литья ювелирных изделий происходит быстрее, поскольку BlueCast X5 не требует дополнительного отверждения. Образцы можно покрыть паковочной массой сразу после очистки изопропиловым спиртом (IPA) 90% / 99% или этиловым спиртом 90% / 90%.Эта смола рекомендуется не только для обручальных колец, но и для изготовления медалей и инструментов для предварительной настройки камня.
Смола для украшений в американском стиле
В США существует традиция изготовления различных колец в ознаменование определенных событий, таких как выпуск из университета или успешный финал НБА. Такие кольца отличаются от ювелирных изделий, которые обычно производятся в Европе, тем, что они в среднем более громоздкие и отлиты большим количеством металла. BlueCast X10 был создан для работы с ювелирным стилем, который предпочитают на американском рынке.Он предлагает отличное качество поверхности, что делает его идеальным для относительно больших ювелирных изделий. Уровень детализации и размерной точности сопоставим с BlueCast X5. Также не оставляет остатков золы при выгорании, не требует дополнительного отверждения. Быстрое выгорание возможно при 740 ° C. BlueCast X10 рекомендуется для других приложений, включая большие конструкции, такие как вазы и литье из серебра.
Такие кольца отличаются от ювелирных изделий, которые обычно производятся в Европе, тем, что они в среднем более громоздкие и отлиты большим количеством металла. BlueCast X10 был создан для работы с ювелирным стилем, который предпочитают на американском рынке.Он предлагает отличное качество поверхности, что делает его идеальным для относительно больших ювелирных изделий. Уровень детализации и размерной точности сопоставим с BlueCast X5. Также не оставляет остатков золы при выгорании, не требует дополнительного отверждения. Быстрое выгорание возможно при 740 ° C. BlueCast X10 рекомендуется для других приложений, включая большие конструкции, такие как вазы и литье из серебра.
Смола для украшений в ближневосточном стиле
Ювелирные изделия ближневосточного стиля отличаются от европейского и американского тем, что обычно филигранны и легки.Внешний вид объема достигается за счет создания ювелирных украшений с замысловатой сеткой из тщательно переплетенных ниток из золота или других металлов. BlueCast Original создан для работы с высочайшим уровнем детализации и точности, необходимыми для эффективного применения ближневосточной эстетики. Смола обеспечивает исключительную точность размеров и качество поверхности. В отличие от BlueCast X5 и X10, она требует дополнительного отверждения, но для этого есть веская причина. После того, как узор напечатан на 3D-принтере, ювелир может вручную придать ему форму, чтобы добавить в дизайн тщательно продуманные микрорельефы или другие хитрые элементы.Как только это будет сделано, перед нанесением выбранной паковочной массы необходимо провести дополнительное отверждение рисунка. Еще одна особенность BlueCast Original — он не расширяется при выгорании. Другие рекомендуемые области применения этой смолы включают оправу для микропаве и ювелирные изделия с точной гравировкой.
BlueCast Original создан для работы с высочайшим уровнем детализации и точности, необходимыми для эффективного применения ближневосточной эстетики. Смола обеспечивает исключительную точность размеров и качество поверхности. В отличие от BlueCast X5 и X10, она требует дополнительного отверждения, но для этого есть веская причина. После того, как узор напечатан на 3D-принтере, ювелир может вручную придать ему форму, чтобы добавить в дизайн тщательно продуманные микрорельефы или другие хитрые элементы.Как только это будет сделано, перед нанесением выбранной паковочной массы необходимо провести дополнительное отверждение рисунка. Еще одна особенность BlueCast Original — он не расширяется при выгорании. Другие рекомендуемые области применения этой смолы включают оправу для микропаве и ювелирные изделия с точной гравировкой.
Конечно, эти три основных стиля можно объединить, усовершенствовать и трансформировать для создания уникальных новаторских дизайнов. В сочетании с безупречной точностью Zortrax Inkspire все три литейные смолы BlueCast могут работать во всех видах проектов. Они делают работу ювелиров проще, быстрее и экономичнее, не заставляя их отказываться от проверенных процессов литья и рабочих процессов, которые служили им долгие годы.
Они делают работу ювелиров проще, быстрее и экономичнее, не заставляя их отказываться от проверенных процессов литья и рабочих процессов, которые служили им долгие годы.
3D Systems представляет материал VisiJet Wax Jewel Red для преобразования дизайна ювелирных изделий
Американский производитель 3D-принтеров 3D Systems анонсировал последнее пополнение своего портфеля материалов VisiJet Wax Jewel Red, позволяющее создавать более сложные конструкции для ювелирного производства.
В сочетании с фирменной технологией 3D-печати чистым воском, этот материал обеспечивает новые стили дизайна для литья ювелирных изделий, а также обеспечивает эффективность и сокращение отходов.
«Аддитивное производство оставило свой след в ювелирной промышленности, позволив мастерам раздвинуть границы и вывести свой творческий потенциал на новый уровень», — сказал д-р Эдвин Хортелано, старший вице-президент по разработке материалов и развитию компании 3D Systems. «Мы создали VisiJet Wax Jewel Red в качестве следующего шага в нашем портфолио 100% воскового литья, специально для того, чтобы обеспечить непревзойденное качество литья по выплавляемым моделям для ювелирных изделий с изысканными деталями.
«Мы создали VisiJet Wax Jewel Red в качестве следующего шага в нашем портфолио 100% воскового литья, специально для того, чтобы обеспечить непревзойденное качество литья по выплавляемым моделям для ювелирных изделий с изысканными деталями.
Материал VisiJet Wax Jewel Red от компании 3D Systems. Фото через 3D Systems.«Это дополнение помогает ремесленникам и литейным цехам создавать уникальные конструкции, одновременно повышая производительность и снижая затраты».
3D Systems ’Wax Технология 3D-печати
Восковая 3D-печать может быть интегрирована в стандартные процессы литья по выплавляемым моделям для производства ювелирных изделий, чтобы обеспечить ряд преимуществ по стоимости, эффективности и дизайну.
По данным 3D Systems, восковая 3D-печать стала признанным стандартом в производстве лекал для литья ювелирных изделий.Однако технология по-прежнему испытывает трудности с достижением некоторых стилей и дизайнов, требующих мелких сеток и сложных деталей.
3D Systems разработана специально для ювелирных изделий и сопровождается выбором 100-процентного воска и литых пластмассовых материалов для моделей с высоким разрешением и процессов литья, а также материалов для изготовления прецизионных моделей для формования резины или силикона или прототипирование.
Технология и материалы для восковой печати в сочетании с программным обеспечением для 3D-печати могут быть легко интегрированы в стандартные процессы литья по выплавляемым моделям для достижения большей свободы дизайна, литья с печатью шаблонов в тот же день, а также для сокращения затрат времени и средств на инструменты.
Поднос для сборки ювелирных деталей, напечатанных с помощью VisitJet Wax Jewel Red. Фото через 3D Systems.VisiJet Wax Jewel Red
VisiJet Wax Jewel Red — это последнее дополнение к портфелю ювелирных материалов 3D Systems, которое было разработано для расширения потенциальных областей применения технологии 3D-печати компании для ювелирных изделий.
Технология компании включает в себя 3D-принтер ProJet MJP 2500 Вт, программное обеспечение 3D Sprint и программное обеспечение для управления 3D Connect, а также восковые материалы VisiJet.Восковые материалы VisiJet плавятся, как стандартные литейные воски, с нулевым содержанием золы для бездефектных отливок. Они надежны в обращении и отображении мелких деталей, а высококонтрастные цвета позволяют пользователям легко визуализировать мелкие детали.
VisiJet Wax Jewel Red — это новейший материал, который будет добавлен к ассортименту, и он разработан специально для удовлетворения потребностей литейных мастерских, производящих образцы ювелирных изделий, которые включают в себя дизайн слияния и украшения камня.
Повышенная гибкость материала снижает вероятность поломки в результате обращения с ним на протяжении всего процесса литья по выплавляемым моделям, что особенно полезно для конструкций, которые включают в себя такие мелкие детали, как легкая филигрань и тонкая проволочная сетка. Согласно 3D Systems, литейные предприятия, которые интегрируют VisiJet Wax Jewel Red в свои производственные процессы, смогут создавать более прочные и гибкие модели, что приведет к сокращению отходов, времени и затрат.
Согласно 3D Systems, литейные предприятия, которые интегрируют VisiJet Wax Jewel Red в свои производственные процессы, смогут создавать более прочные и гибкие модели, что приведет к сокращению отходов, времени и затрат.
Новый материал также позволяет печатать и отливать модели в тот же день, сокращая время и затраты на инструмент, обеспечивая большую свободу дизайна для литейных мастерских и ювелиров.
VisiJet Wax Jewel Red поступит в продажу 20 сентября 2021 года.
Детали, напечатанные на 3D-принтере VisiJet Wax Jewel Red с высоты птичьего полета. Фото через 3D Systems.3D-системы в ювелирном секторе
Помимо технологии 3D-печати воском, 3D Systems также нацелена на рынок ювелирных изделий с другим своим предложением — платформой для 3D-печати Figure 4. Пакет для 3D-печати оптимизирован для рынка 3D-печати ювелирных изделий и содержит оборудование, программное обеспечение и материалы фирмы, предназначенные для обеспечения высокоточных, мелких деталей и гладкой поверхности.
В прошлом году 3D Systems объявила, что будет расширять портфель совместимых материалов для своего 3D-принтера Figure 4, и с тех пор выпустила набор новых полимеров для машины. В мае компания добавила четыре новых варианта смолы Figure 4 в свой портфель материалов, чтобы обеспечить повышенную огнестойкость, прочность и биосовместимость для промышленных и ювелирных деталей, напечатанных на 3D-принтере.
Подпишитесь на информационный бюллетень индустрии 3D-печати , чтобы получать последние новости в области аддитивного производства.Вы также можете оставаться на связи, подписавшись на нас в Twitter и поставив нам лайк на Facebook.
Ищете карьеру в аддитивном производстве? Посетите 3D-печать вакансий , чтобы узнать о вакансиях в отрасли.
Подпишитесь на наш канал на YouTube , чтобы получать последние видеоролики, обзоры и повторы веб-семинаров для 3D-печати.