
3Д принтер восковой: Печать воском на 3D-принтере
Wax3D. Из чертежа в металл.
Минуло полтора года с того момента, как мы начали продажи нашего модельного воскового состава для 3D печати восковых форм для литья из металлов. Поначалу было много сомнений, и у нас в том числе, в том, что этот материал вообще кому-то нужен. Были опасения, что значение совокупности его потребительских свойств лежит вне диапазона экономической целесообразности. Пришлось много экспериментировать, работать с литейными производствами по всей стране, общаться как с литейщиками, так и с конечными заказчиками отливок. Фактически, мы прошли полный путь внедрения нашей технологии в производство: от идеи, возникшей более 2 лет назад до работы с конечными заказчиками литья на коммерческой основе.Несколько неожиданно для нас мы занялись не только производством Wax3D, но и печатью восковок под заказ, а на данный момент и полным циклом работы с клиентами. Это изначально не было нашей целью, но, как оказалось, можно долго и упорно что-то кому-то рассказывать и пояснять перспективы, однако все это пустое, когда нет реальных примеров коммерческого использования. А какое может быть коммерческое использование, если никто этим не занимается? В итоге получается замкнутый круг. Год выступлений на различных форумах, выставках и семинарах показал, что публика хоть как-то оживляется лишь к моменту появления на большом экране фотографий реальных восковок и, что самое главное, выполненных по ним отливок. И желательно, чтобы это были не безделушки. Исходя из полученного понимания, родилось и решение: заняться этим самостоятельно. Ибо, как говорят в войсках дяди Васи: ‘Никто, кроме нас’!
Путь сложный, но, как оказалось, вполне коммерчески оправданный!
Вот уже около полугода очередь на печать воском у нас не становится меньше, несмотря на постоянный рост парка принтеров. В среднем, машинное время на печать из Wax3D расписано для всех машин на срок от 3 до 4 недель.
Теперь, перечитывая комментарии к первым своим статьям по печати воском, я не могу сдержать улыбки, — сколько было скепсиса и сомнений! Однако же: ‘Собака лает, — караван идет.’ — принцип на все времена.
На этом будем считать лирическое вступление законченным. Переходим к фактам и цифрам.
Изначально хотел дать в этом разделе подробную информацию с цифрами, формулами расчета себестоимости и костэффективности, но понял, что это будет выходить за рамки подобной статьи, и никто все равно не прочитает. Потому не стал тратить ни свое, ни ваше время. Все коротко и ёмко.
1. Для каких изделий подходят восковки из Wax3D?
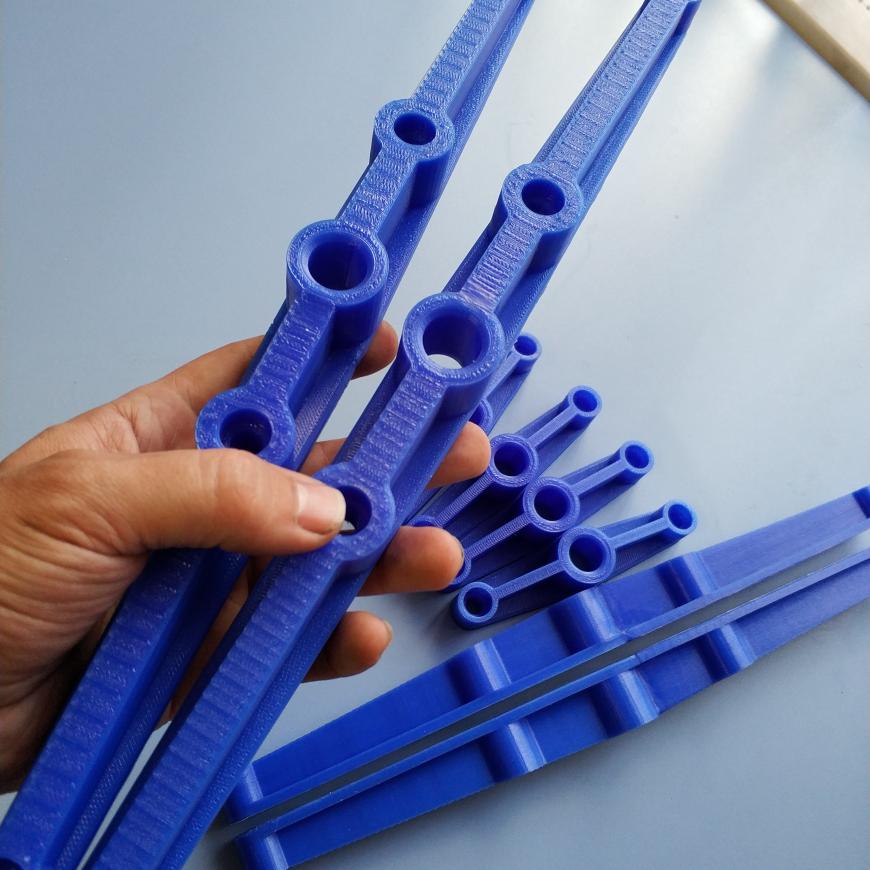
Для любых изделий, детализация которых не превышает возможности FDM 3D печати. То есть, это не ювелирные изделия, а скорее литье достаточно крупных деталей технического назначения.
На фото примеры того, что мы делали в последнее время:
 Скрупулезное ОТК ))
Скрупулезное ОТК ))





 2. Для каких тиражей подходит технология?
2. Для каких тиражей подходит технология?От единичного изделия до тиража из десятков восковок. С ростом тиража себестоимость конечного изделия падает незначительно.
Приведем простой пример, бывший у нас в работе:
Нам заказали печать партии восковок для пробной отливки из нержавеющей стали. Было отпечатано по 4-12 экземпляров каждой единицы изделий. Стоимость одной восковки составила от 500 до 1500р. То есть среднюю цену восковки можно принять за 1000р.
Для пробного тиража эта цена более чем оправдана, так как стоимость изготовления оснастки для литья воска для одной восковой формы в данном случае составляет в среднем 150.000р Впоследствии, после всех утверждений и полевых испытаний для каждого изделия была изготовлена своя оснастка для литья восковок. Это было оправдано, так как тираж каждой отливки впоследствии составил порядка 5000 экземпляров и цена оснастки прибавила к цене конечного изделия лишь 3-5р. Не сложно прикинуть, что партия в 150 отливок находится на границе целесообразности изготовления оснастки. Для меньших партий целесообразно использование 3D печати восковок из Wax3D.

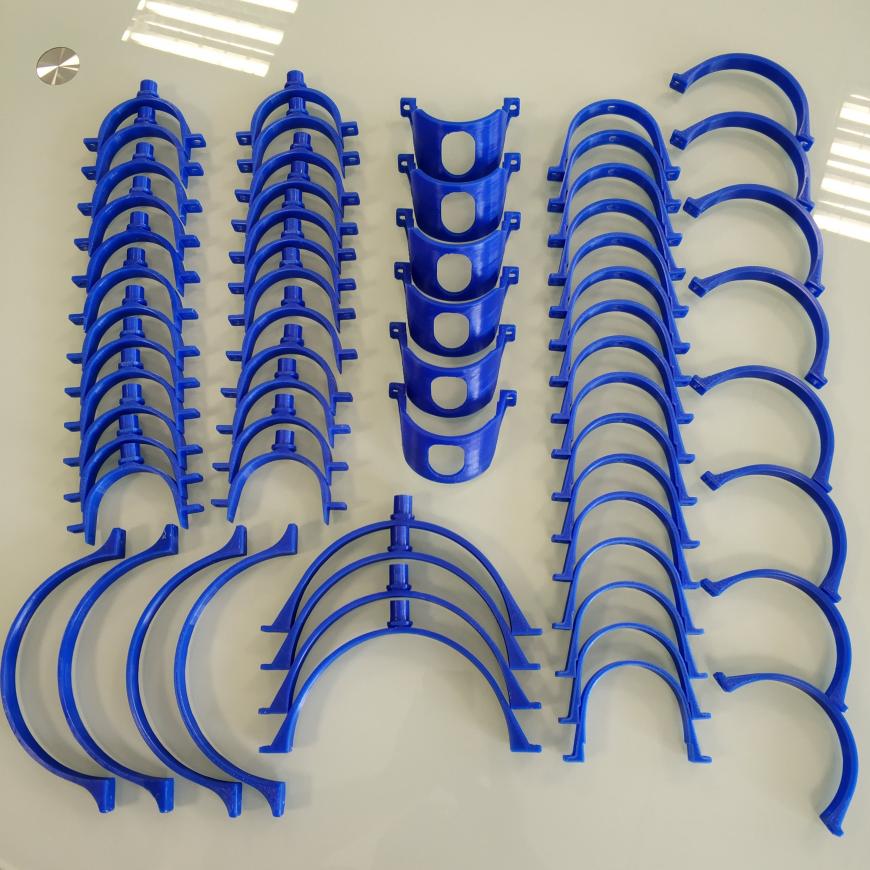 Скобы, скобы… Целая туча скоб!
Скобы, скобы… Целая туча скоб! А вот скобы уже из стали. Не зря старались!
А вот скобы уже из стали. Не зря старались!3. Экономическая целесообразность. Насколько печать из Wax3D с последующим литьем выгоднее других технологий получения металлических изделий?
Если коротко, весь цикл изготовления отливки в среднем в 10-12 раз дешевле чем фрезеровка и в 8-9 раз дешевле 3D-печати металлом.
Приведем в пример один из выполненных заказов на литье из стали СТ45. Педальный узел древнего механизма, пожелавшего остаться неизвестным. Печать металлом клиенту посчитали в районе 500.000р. Печать же восковок + литье обошлось ему приблизительно в 60.000р.

 4. Можно ведь напечатать все из PLA, выжечь и отлить?
4. Можно ведь напечатать все из PLA, выжечь и отлить? Можно. Выжигайте. Отливайте! 🙂 Как-то раз теперь уже наш постоянный клиент попросил напечатать ему для пробы одну форму из PLA для последующего выжигания. Конечно мы пошли ему навстречу и сделали все, как он просил. Когда он в следующий раз заказывал у нас восковки, то даже не вспомнил про PLA. Что случилось, — спросил я его?
В ходе выжигания корка формы лопнула и отливка была безнадежно испорчена. Поверхность же ее была далека от идеала — присутствовали каверны и непроливы. Во всем виновата достаточно высокая зольность, но самое главное — повышенное газообразование в ходе выжигания. И никакого средства победить этот метеоризм, не меняя технологию и состав формовочной смеси, нет.
Печать из PLA стоит приблизительно столько же, сколько из Wax3D, но нет уверенности в результате. Цена же ошибки довольно высока. Именно потому для нас вопрос с выжигаемыми полимерами закрыт раз и навсегда.
5. Каков технологический процесс работы с восковками из Wax3D? Что нужно поменять в технологии литья, чтобы работать с такими восковками?
Если литейное производство оборудовано бойлерклавом для вытапливания восковок из классических модельных восковых составов, то менять ничего не потребуется.
Литники и выпоры приклеиваются к восковке из Wax3D так же хорошо, как и к моделям из восковых составов.
Формование корки происходит так же легко и по той же технологии.
Хорошим плюсом, который оценили литейщики, является и довольно высокая прочность и гибкость наших восковок. В отличие от восковок выполненных из модельных восков, наши распечатки из Wax3D можно уронить больше одного раза 🙂




 6. Для кого НЕ подойдут восковки из Wax3D?
6. Для кого НЕ подойдут восковки из Wax3D? Для литейных производств не оборудованных бойлерклавом, а использующих открытые ванны с горячей водой для вытапливания восковых моделей из корки. Температура плавления Wax3D составляет 96С +-3с. Температуры кипящей воды недостаточно для приведения распечатки в состояние высокотекучего расплава. Требуемая температура для этого составляет 120-150с, и она с легкостью достигается в бойлерклаве.
7. Есть ли какие-то хитрости печати из Wax3D?
Wax3D очень необычный по своим свойствам материал для 3D печати. Пруток довольно нежен, гибок, легко рвется, размягчается при температурах выше 45С и плавится при 96С.
Печать этим материалом возможна в довольно узком диапазоне температур: от 110 до 135с. Ниже этих температур он плохо склеивается по слоям, выше этого диапазона он склонен к оплыванию и образованию артефактов на поверхности.
Стол для первого слоя должен быть выставлен на температуру 100-110с, для остальных слоев он должен быть отключен!
Казалось бы, ничего необычного? Однако, есть 4 наиболее часто встречающихся преграды на пути воскопечатника 🙂
 а. Далеко не каждый принтер из коробки будет печатать на температурах ниже 170с. Эти особенности прошивки конечно можно исправить или обойти. Информация о том, как это сделать есть на нашем сайте в описании воска. б. Перефразируя доктора Хауса из одноименного сериала скажу: ‘Все принтеры врут!’ — врут безбожно, без стеснения и зазрения совести! Может потому, что ни верой ни моралью они не обременены, но скорее всего потому, что на всех на них стоят разные датчики температуры, которые по-разному откалиброваны, или не откалиброваны вовсе! На температурах хотэнда в районе 100с разброс реальных показателей может достигать 10-15с, но встречаются и уникумы…
а. Далеко не каждый принтер из коробки будет печатать на температурах ниже 170с. Эти особенности прошивки конечно можно исправить или обойти. Информация о том, как это сделать есть на нашем сайте в описании воска. б. Перефразируя доктора Хауса из одноименного сериала скажу: ‘Все принтеры врут!’ — врут безбожно, без стеснения и зазрения совести! Может потому, что ни верой ни моралью они не обременены, но скорее всего потому, что на всех на них стоят разные датчики температуры, которые по-разному откалиброваны, или не откалиброваны вовсе! На температурах хотэнда в районе 100с разброс реальных показателей может достигать 10-15с, но встречаются и уникумы…То же, и даже в бОльшей степени касается температуры стола. И если ваш принтер бодро рапортует вам о том, что стол нагрет до 100с, то его реальная температура может лежать в диапазоне от 60 до 90с.
Поэтому отдельно отмечу, что я имею в виду именно градусы мистера Цельсия, а не попугаев и ‘попугайсие крылышки’ некого сферического принтера в вакууме. Калиброванная термопара — обязательный инструмент любого 3Д печатника!
в. Некоторые слайсеры, например слайсеры Polygon от компании Picaso по непонятной причине не умеют работать со столом принтера и менять его температуру в ходе печати. Вручную же поменять температуру стола во время печати на принтерах Picaso невозможно. Схожих сложностей на остальных принтерах я не встречал. Обойти и решить это все конечно можно, но как — тут лучше спросить у Picaso3D.
#исуповпрости! ))
г. Некоторые модели принтеров устроены таким образом, что умеют печатать лишь весьма ограниченным набором полимеров. И виной тому чаще всего устройство головы конструктора принтера. Мы рекомендуем нашим клиентам наличие тефлоновой трубки внутри термобарьера, идущей до самого сопла, а также обязательно наличие хорошего охлаждения термобарьера. Если термобарьер плохо охлаждается или греется сам механизм протяжки филамента — стабильной печати не ждите. Тут я не буду тыкать пальцем ни в одного производителя — каждый сам знает своих героев 🙂 Также необходима прямая подача филамента в экструдер без длинных тефлоновых трубок с несколькими перегибами. И, конечно, НЕ подача типа ‘боуден’.
Наш выбор — фанерные трудяги с подачей директ и печатной головой Titan Aero.
Буду ли я убеждать вас в необходимости освоить этот материал? В том, чтобы вы, как и мы, занялись печатью восковок по цене в 50 раз дешевле печати на Solidscape? В том, что рынок для такой услуги не насыщен и практически лишен предложений? Нет конечно! Зачем нам конкуренты? Печатайте лучше гномиков — их так всем не хватает!!! 😀
 Со всеми нашими материалами и работами можно будет ознакомиться на фестивале 3D-печати 3Dtoday Fest в ноябре. Не пропустите — https://fest.3dtoday.ru
Со всеми нашими материалами и работами можно будет ознакомиться на фестивале 3D-печати 3Dtoday Fest в ноябре. Не пропустите — https://fest.3dtoday.ruС уважением к инженерам и мечтателям!
Команда ‘Filamentarno!’
www.filamentarno.ru

| Технология печати | DLP |
|---|---|
| Материал печати | Фотополимерная смола |
| Область печати, мм | 96x60x200 |
| Толщина слоя, мкм | 20 |
| Производитель | Moonray |
| Страна производства | США |
Купить в 1 клик
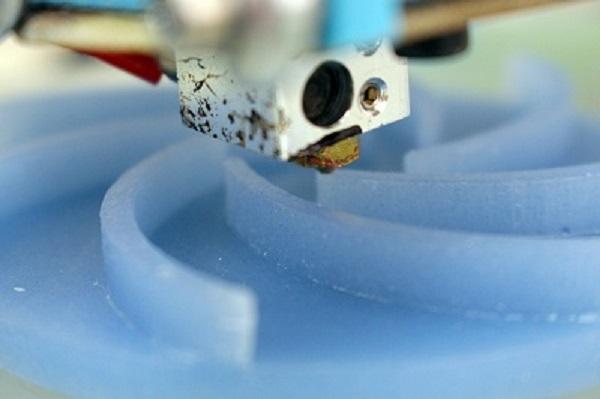 3D-печать восковок и фотополимерных моделей уже широко используется в ювелирном деле, однако широкое применение сдерживается дороговизной аппаратуры и расходных материалов. Как утверждают красноярские разработчики, модифицированный 3D-принтер, печатающий по технологии послойного наплавления (FDM), способен работать с широким ассортиментом материалов – от тугоплавкого литейного воска до самого обычного парафина, используемого в производстве свечей.
3D-печать восковок и фотополимерных моделей уже широко используется в ювелирном деле, однако широкое применение сдерживается дороговизной аппаратуры и расходных материалов. Как утверждают красноярские разработчики, модифицированный 3D-принтер, печатающий по технологии послойного наплавления (FDM), способен работать с широким ассортиментом материалов – от тугоплавкого литейного воска до самого обычного парафина, используемого в производстве свечей.  Аппарат на основе дельта-робота способен «переваривать» материалы достаточно низкого качества с твердыми вкраплениями диаметром до 0,3 мм. Судя по всему, реальный размер частиц ограничивается диаметром сопла. Идея использования адаптированных FDM-принтеров для печати воском витает в воздухе уже несколько лет, но до успешной реализации дело пока не доходило из-за сложностей с подачей мягкого, легко разрушающегося материала в хотэнд. Как именно эта проблема была решена, не поясняется, но возможны варианты с предварительным прогревом и поршневой или шнековой подачей.
Аппарат на основе дельта-робота способен «переваривать» материалы достаточно низкого качества с твердыми вкраплениями диаметром до 0,3 мм. Судя по всему, реальный размер частиц ограничивается диаметром сопла. Идея использования адаптированных FDM-принтеров для печати воском витает в воздухе уже несколько лет, но до успешной реализации дело пока не доходило из-за сложностей с подачей мягкого, легко разрушающегося материала в хотэнд. Как именно эта проблема была решена, не поясняется, но возможны варианты с предварительным прогревом и поршневой или шнековой подачей. Добиться высокого качества, необходимого в ювелирном деле, будет практически невозможно, но разработчики ориентируются на промышленное применение – изготовление выжигаемых мастер-моделей для производства литейной оснастки. Фактически же дешевизна нового метода позволит заниматься литьем даже в любительских мастерских. Тем не менее, создатели уверяют, что им удалось добиться более высокого качества поверхностей в сравнении с полимерными моделями, печатаемыми по той же технологии FDM, а изготовление мастер-моделей из воска вместо выжигаемых полимеров позволяет сводить к минимуму эффект усадки.
Добиться высокого качества, необходимого в ювелирном деле, будет практически невозможно, но разработчики ориентируются на промышленное применение – изготовление выжигаемых мастер-моделей для производства литейной оснастки. Фактически же дешевизна нового метода позволит заниматься литьем даже в любительских мастерских. Тем не менее, создатели уверяют, что им удалось добиться более высокого качества поверхностей в сравнении с полимерными моделями, печатаемыми по той же технологии FDM, а изготовление мастер-моделей из воска вместо выжигаемых полимеров позволяет сводить к минимуму эффект усадки. «Плюс ко всему у модели, изготовленной традиционным способом 3D-печати, ярко выражен «степэффект» (эффект ребристости внешних поверхностей), при получении восковой модели промышленными способами нет возможности получения сложной внутренней геометрии. У восковой модели, изготовленной по-новому, «степэффект» сведен к минимуму, новая технология позволяет практически полностью избавиться от такого дефекта, как ребристость получаемой поверхности, также нет никаких трудностей в получении сложной внутренней геометрии», – поясняет руководитель СКБ «Импульс» Института космической техники Максим Кубриков.
«Плюс ко всему у модели, изготовленной традиционным способом 3D-печати, ярко выражен «степэффект» (эффект ребристости внешних поверхностей), при получении восковой модели промышленными способами нет возможности получения сложной внутренней геометрии. У восковой модели, изготовленной по-новому, «степэффект» сведен к минимуму, новая технология позволяет практически полностью избавиться от такого дефекта, как ребристость получаемой поверхности, также нет никаких трудностей в получении сложной внутренней геометрии», – поясняет руководитель СКБ «Импульс» Института космической техники Максим Кубриков.А у вас есть интересные новости? Поделитесь с нами своими разработками, и мы расскажем о них всему миру! Ждем ваши идеи по адресу [email protected].
Применение воска для 3D-печати WAX3D
Привет, коллеги!Сложные задачи стимулируют поиск оригинальных решений! Расскажем о применении нового материала для 3D-печати — WAX3D.
Взялись реализовать серьезный проект — создание 20 бронзовых скульптур для установки в центре Симферополя. Имелись только эскизы заказчика.
Симферополь еще называют ‘городом пользы’. На гербе столицы Крыма изображена пчела. Власти Симферополя решили популяризировать пчелу как символ города.
У нас было 20 эскизов пчел, 3D-принтеры, целое море разноцветных пластиков и 3 месяца до сдачи проекта
Первым этапом было 3D-моделирование. Разработали 20 штук 3д-моделей пчел.
 Выбор пластика
Выбор пластикаИзначально решили печатать мастер-модель из PLA пластика, затем формовать и уже потом отдавать на литье. От этого способа отказались из-за сроков, уходило много времени на подготовку модели к литью. Потом пробовали CAST — выжигаемый пластик. Пчела из каста так и не долетела до литейщика. Пластик не подошел из-за проблем с обработкой изделия. На прозрачном материале не видны слои и дефекты, которые обязательны к сглаживанию. Затереть слоистость можно только наждачкой, это затруднительно при обработке сложной модели. Также в двух литейках не смогли с ним работать из-за высокой температуры выжигания. В итоге начали печатать из WAX3D. Большая часть пчел изготовлена с применением воска от Filamentarno.
 Печатали на FDM 3D-принтерах Cheap3D V300 и Wanhao Duplicator 6.
Печатали на FDM 3D-принтерах Cheap3D V300 и Wanhao Duplicator 6. Проблемы с печатью
Проблемы с печатьюПри неправильном выставлении высоты стола и прижима филамента к подающей шестерне, пластик из-за мягкости размазывался по шестерне. Приходилось разбирать и чистить экструдер. Следует сделать путь прохождения пластика как можно более гладким, ослабить прижим к подающей шестерне. На Wanhao D6 заменили пружинку. Обрезали тефлоновую трубку вокруг подающей шестерни.
Вообщем, пришлось немножко попотеть, чтобы подружиться с новым материалом.
Модели периодически трескались по слоям при одинаковых настройках слайсера, на одном и том же принтере. Закономерность этого явления, омрачающего производство и затягивающего сроки, выявили с трудом. Подбирая разные значения периметра, заполнения, скорости, выяснили, что трещины появляются при смене катушек с пластиком. На сколько мы знаем, производитель решил эту проблему. Скоро протестируем обновленный рецепт воска! 🙂
Настройки
Основные настройки используемые в Simplify3d:
extruderDiameter,0.4
; extruderAutoWidth,1
; extruderWidth,0.48
; extrusionMultiplier,0.97
; extruderUseRetract,1
; extruderRetractionDistance,0.9
; extruderExtraRestartDistance,0
; extruderRetractionZLift,0
; extruderRetractionSpeed,1800
; layerHeight,0.18
; topSolidLayers,6
; bottomSolidLayers,4
; perimeterOutlines,4
; firstLayerHeightPercentage,120
; firstLayerWidthPercentage,100
; temperatureSetpointTemperatures,110,50
; fanSpeeds,0,40
Постобработка
Обработка бензином и горелкой не дают нужных результатов. Бензин недостаточно сглаживает слоистость, горелка плавит мелкие детали. В нашем случае было важно отдать литейщику гладкую, без дефектов восковку. Бронза отлично передает детализацию, отпечаток пальца на модели для литья будет виден и на бронзовой модели. Что уж говорить про слои остающиеся после FDM печати. Поэтому модели замазывались скульптурным воском вручную с помощью стеков и пальцев.


Результат
Результат нашего труда вы можете наблюдать на улицах Симферополя. Есть отдельный сайт, посвященный проекту и группа Вконтакте

Слуга народа



Актриса


Мороженщица

Дворник
 Дети
Дети
Клоун
 Рыбак
Рыбак Студент
Студент

Музыкант

Если приноровиться, при грамотном использовании, WAX3D облегчает, ускоряет и удешевляет процесс изготовления бронзовой скульптуры. Это единственный материал (во всяком случает, известный нам) для FDM технологии для печати восковок.
#3D-печать #filamentarno #ящикфиламентарно2 #kubomeduza #beesimf
Высокоточная 3D-печать воском на заказ в Sprint 3D.
3D-печать воском — это удобная и выгодная технология по созданию высокоточных выплавляемых восковых мастер-моделей, которые применяются в разных сферах производства ювелирных украшений, сувениров, деталей механизмов, двигателей, изделий из различных видов металлов, сложнейших литейных прототипов.
Материал и оборудование.
Материалом для высокоточной 3D-печати является воск синего цвета, который позволяет печатать модели с мельчайшей детализацией и точностью печати до 16 микрон, которая позволяет получать изделия с максимально-гладкой поверхностью.
Sprint 3D работает на оборудовании 3D Systems марки 3D-ProJet MJP 3600 W для производства высокоточных восковых мастер-моделей. Камера 298×183х203 мм. позволяет печатать не только миниатюрные, но и весьма крупные модели, а также дает возможность заниматься серийным производством изделий.
Такой 3D-принтер печатает восковые модели с мельчайшей детализацией и ювелирной точностью, то есть конечное изделие будет иметь гладкую поверхностью и полностью соответствовать созданной цифровой 3D-модели. Несколько режимов печати позволяют осуществлять 3D-печать воском быстро и качественно, учитывая пожелания каждого клиента. Готовые 3D-модели Вы можете получать уже на следующий день после оформления заказа.
3D-печать воском в Sprint 3D
Процесс 3D-печати выплавляемо-выжигаемым полимером
SLA технология или лазерная стереолитография — это выращивание объекта из фотополимеризующейся композиции при статичном лазерном излучении, а платформа, на которой возводится объект, перемещается по заданной траектории.
Дополнительные услуги
Создание 3D модели.
Если у Вас нет готовой 3D-модели, мы оказываем услуги 3D-моделирования и 3D-сканирования.
Технические характеристики
Свойства материала
| Прочность при растяжении | 48 МП |
| Прочность на изгиб | 58 МПа |
| Температура размягчения | 160 °С |
| Температура плавления | 180 °С |
| Плотность | 0,93 г/см³ |
| Вид поверхности | Матовая |
Параметры 3D печати
| Толщина слоя (качество) | 16 мкм |
| Область печати | 298×183х203 мм |
| Минимальная толщина стенок | 0,6 мм |
Расчет и стоимость
Прием заказа
3d-печать воском на заказ
1. Для формирования точной стоимости присылайте техническое задание в виде текста, чертежей, фотографий, эскизов, картинок, 3D-моделей на почту [email protected] или оставляйте свою заявку ниже в таблице, после чего один из наших менеджеров свяжется с Вами в самые кратчайшие сроки;
2. После согласования стоимости и технического задания Вам отправляется подписанный с нашей стороны договор на 3D-печать воском, в котором прописаны все обязательства Сторон;
3. Вы производите оплату любым удобным для Вас способом;
4. 3D-печать изделия из воска;
5. Отгрузка готового изделия.
Сроки выполнения заказа
Сроки выполнения заказа
Базовые сроки — от 3 рабочих дней;
Срочный заказ — от 1 рабочего дня.
Доставка
Доставка
Доставка осуществляется по всей России и странам СНГ в самые кратчайшие сроки.
Вас может заинтересовать
3д принтер для ювелиров — лучшие
3д принтер для ювелиров — относительно новое в индустрии.
За последние несколько лет ювелирная индустрия была преобразована когда появился первый 3д принтер для ювелиров. Это 3д принтеры, которые способны производить легко отливаемые детали с высокой детализацией. Давайте рассмотрим некоторые из самых популярных 3д принтеров для ювелирных украшений.
3д принтер для ювелиров произвел революцию в производстве ювелирных изделий. Точность и внимание к деталям являются ключевыми аспектами качества ювелирных изделий.
Важно понять, что 3д принтер для ювелиров не означает непосредственного производства ювелирных изделий для конечного использования. Другими словами, ювелиры, например, не печатают золотые кольца в 3D.
Вместо этого они используют 3д принтер для ювелиров для печати 3D высокодетализированных восковых моделей нужных колец. Которые впоследствии используются для изготовления пресс-форм.
Печать 3d-украшений — процесс
Чтобы полностью понять основы как работает 3д принтер для ювелиров, представьте, что вы ювелир. Которому нужно 3D-печать 100 специально разработанных золотых колец с высокой детализацией. Первое, что вам нужно сделать, это смоделировать нужное кольцо в CAD. Второе -экспортировать модель в файл, совместимый с вашим 3д принтером для ювелиров.
Следующим шагом будет 3D-печать 100 моделей этого кольца. После этого вам понадобится склеить несколько колец на пластиковую или восковую подставку. Это будет позже помещено в мусорное ведро, где материал для формы был бы вылит.
Когда форма застывает, ее помещают в духовку, чтобы расплавить кольца и подставки. Это оставляет пустое пространство внутри для определенного материала. Такого как золото, чтобы быть налитым в форму.
Это может звучать как сложный процесс. Но на самом деле это намного быстрее, чем обычные средства.
Как вы можете себе представить, 3д принтер для ювелиров должен быть очень точным и надежным. По этой причине в принтерах, использованных для этой задачи, почти все используют технологию стереолитографии (SLA) или моделирования методом послойного наплавления (FDM-FFF). В отличие от использования селективного лазерного спекания (SLS).
Они также должны быть способны работать с воском или воскоподобными смолами. Если вы хотите печатать металлические украшения, вам понадобится стереолитографический 3д принтер для ювелиров, который использует литьевую смолу.
3д принтер для ювелиров SLA и литьевая смола создадут форму, в которой жидкий металл будет отливаться в форму.
3д принтер для ювелиров: нить FDM против смолы SLA
Если вы хотите печатать украшения на 3D-принтере, вам понадобится нить FDM или SLA. Принтеры FDM и SLA могут создавать идеальные ювелирные украшения.
С помощью принтеров FDM вы можете печатать большинство дизайнов. Лучший 3д принтер для ювелиров SLA поможет вам создавать великолепные ювелирные украшения.
Принтеры FDM могут использовать смешанные нити. С принтерами вы можете использовать комбинацию пластиковых и металлических нитей для производства украшений, которые будут выглядеть металлически. Вы можете распечатать свой дизайн ювелирных изделий с компьютера на принтер FDM.
Принтеры SLA лучше всего подходят для изготовления сложных ювелирных украшений с красивыми настройками драгоценных камней.
3d-печать против традиционного изготовления ювелирных изделий
Использование 3D-принтера SLA или смолы для создания 3D-проектов — это замечательно. Потому что он сочетает в себе литье инвестиций и домашнюю 3D-печать.
Литая смола, используемая для печати моделей, не окрашивается, когда она разжижается в процессе литья. Casting Resin — это высококачественные 3D-печатные украшения.
Традиционный способ изготовления ювелирных изделий начинается с создания воскового прототипа вручную или с помощью станка САПР. Используемое оборудование ограничивает дизайн, в который могут быть добавлены ваши украшения. Чем сложнее ваш дизайн, тем выше стоимость воска.
После создания воскового прототипа 3D-принтер можно использовать в производственной операции. С 3D-принтером проще, дешевле и быстрее создавать сложные украшения.
После того, как 3D-принтер завершил свою работу, смолистую форму необходимо вылить в гипсовую форму, чтобы создать желаемое украшение. Вы можете сделать кастинг самостоятельно или нанять кастинговую компанию, чтобы сделать это для вас. Типичная отливка работа стоит около 5 долларов.
Зачем использовать 3д принтер для ювелиров
Использование 3D-принтеров для изготовления украшений выгодно различными способами, в том числе:
А) можно сделать множество отличных дизайнов
3D-принтеры могут делать дешевые и уникальные дизайны. По мере того, как вы улучшаете свои навыки печати, вы можете создавать более сложные дизайны.
С 3D-принтерами все, о чем вы должны беспокоиться, — это дизайн ювелирных изделий.
Б) создание ювелирных моделей
Вы можете использовать 3D-принтеры для создания доступных пластиковых моделей конечного дизайна. Таким образом, вы можете сделать уникальный дизайн ювелирных изделий для вашего клиента, чтобы одобрить его до изготовления окончательного металлического украшения.
В) скорость
3D печать ювелирных изделий быстрее, чем традиционное ювелирное производство. Даже сложные проекты могут быть закончены быстро. Вы также можете изменить готовые детали.
Г) экономически эффективны
Печать ювелирных изделий на 3D-принтере дешевле, чем на традиционных машинах.
Для изготовления ювелирных изделий требуется очень небольшое количество смолы. 1 литр литьевой смолы стоит примерно 250 долларов. Но вам не понадобится столько всего одного украшения. Вы платите только за то, что используете. 1 литр более чем достаточно для печати нескольких украшений.
Насколько простой или сложный дизайн не влияет на стоимость печати 3D ювелирных изделий. Это количество смолы влияет на цену.
Зарабатывайте деньги с 3d печатными ювелирными изделиями
Вы можете зарабатывать деньги на 3D-печати ювелирных изделий, потому что вы можете дать клиентам точный дизайн, который они хотят.
3D-принтеры, которые могут делать литейные формы, стоят чуть более 1000 долларов. После покупки 3D-принтера для изготовления ювелирных изделий вы начнете окупать свои вложения. Поскольку цена на печать чрезвычайно низка по сравнению с ценой на ювелирные изделия с 3D-печатью.
С 3D-печатью нет никакой разницы в цене печати одного или пятидесяти украшений. Это исключает необходимость держать запас. В результате Вы должны будете производить ювелирные изделия только тогда, когда они заказаны.
3д принтер для ювелиров — лучшие
Места очень условны, скорее, это просто список 3д принтеров. А вам решать что лучше, в зависимости от поставленной задачи.
1 — Peopoly Moai
Отличные результаты по низкой цене
Самый дешевый 3D-принтер для украшений, о котором мы расскажем в этой статье, — Peopoly Moai. Но не думайте, что 3d-печать неконкурентоспособная. Этот принтер представляет собой доступный вариант. Он способен достигать профессиональных результатов с правильными смолами и методами печати.
Правда, профессиональные ювелиры все равно, вероятно, пойдут на принтеры с более высокой ценой. Тем не менее, для тех, кто начинает 3D-печать ювелирных изделий, Peopoly Moai является отличным выбором.
Принтер Moai SLA имеет объем сборки 130 x 130 x 180 мм и лазерное пятно 70 микрон. Это позволяет ему производить слои на высоте всего 5 микрон!
Мы не нашли этот принтер на популярных у нас китайских площадках. Посредников Вы можете найти на сайте Peopoly
2 — Formlabs Form 2
«Доступный» инструмент с профессиональными результатами

Formlabs, пожалуй, самая известная компания, специализирующаяся на 3D-принтерах SLA и SLS. В частности, они известны своей серией настольных 3D-принтеров SLA Form.
Новейший и лучший настольный 3D-принтер SLA от Formlabs — это Formlabs Form 2. С момента его выпуска ювелиры по всему миру успешно интегрировали его в свой бизнес.
Для этой цели Formlabs разработала специальную восковую смолу SLA. Она позволяет пользователям изготавливать литые ювелирные украшения.
Прелесть Form 2 в том, что его относительно легко использовать благодаря его зрелому программному обеспечению. А также хорошей экосистеме смол и аксессуарам, которые позволяют печатать со смолой. Качество печати также очень хорошее. Причем все это по довольно разумной цене.
Все это делает Form 2 фантастическим 3д принтером для ювелиров.
Продается на eBay
3 — EnvisionTEC Vida cDLM
Быстрая печать и отличные результаты

EnvisionTEC — это еще одна компания, использующая 3d-печать на различных промышленных 3D-принтерах. Но мы сосредоточимся на ювелирном 3D-принтере Vida cDLM.
Он запущен в 2017 году. Vida cDLM поднял планку благодаря своей технологии, которая работает «за кулисами». Она называется cDLM.
cDLM — это технология, разработанная на основе DLP . Это позволяет непрерывно перемещать пластину при печати детали, что значительно сокращает время печати. Поскольку он печатает так быстро, у ювелиров могут быть готовые прототипы буквально за несколько часов!
Высокая скорость сборки в сочетании с высокой детализацией делает EnvisionTEC Vida cDLM фантастическим 3D-принтером для ювелирных изделий.
Vida cDLM выпускает литейные модели с использованием собственной технологии Easy Cast 2.0, разработанной EnvisionTEC. Компания утверждает, что это прорывной материал с самым высоким содержанием воска, доступным в современной 3D-печати.
Продается на сайте компании envisiontec
4 — Solidscape’s S300 Series (S350, S370 и S390)
Высокоточные 3д принтеры для ювелиров
Solidscape — американская компания, специализирующаяся на том. Что должно быть одним из лучших 3D-принтеров в отрасли для ювелирной промышленности. Устройства, которые поддерживают это требование, представляют собой восковые 3д принтеры серии S300. А именно S350, S370 и S390.
Эти три 3D-принтера были специально разработаны для ювелиров. Они могут использоваться для 3d печать золотом. За ними стоят дизайнеры и инженеры, которые обеспечили надежную работу и простоту использования.
3d-печать на всех трех моделях S300 производится с растворимыми опорами. В результате это обеспечивает идеально гладкую поверхность после выбранных моделей. Например, дополнительным преимуществом восковых 3D-принтеров Solidscape является то, что они работают с нетоксичными материалами. Таким образом, для работы с S350, S370 или S390 перчатки не требуются.
S350 и S370 — это два самых продаваемых ювелирных 3D-принтера Solidscape. Что делает эти принтеры такими особенными? Это то, что они производят высокодетализированные восковые модели. Они не требуют последующей обработки.
Высококачественный 3D-принтер Solidscape для ювелирных изделий S390 является довольно дорогой машиной. Но качество и ценность, которую он предоставляет тем, кто использует его ежедневно, просто не имеют себе равных.
S390 стоит 55 650 долларов, а это значит, что не все могут себе это позволить. Тем не менее, для серьезных производителей ювелирных изделий имеет смысл инвестировать в такую машину.
Ручная работа дополняется новейшими и, возможно, лучшими технологиями на рынке. Это не только делает ювелирные украшения лучше, но и экономит много времени и, в конечном итоге, деньги.
Для покупки нужно связаться с компанией напрямую: solidscape
5 — Ultimaker 2+

Ultimaker 2+ — это 3D-принтер для моделирования расплавленного осаждения. Вместо того, чтобы сделать жидкую смолу прочной, она создает твердую пластиковую нить для создания дизайна.
3D-принтеры FDM не такие точные, как SLA. Тем не менее, Ultimaker 2+ может создавать проекты, которые могут конкурировать с проектами SLA-принтера.
Ultimaker 2+ может создавать 3D-украшения, используя Moldlay Filament и некоторые уникальные восковые нити. В частности, нити изготавливаются исключительно для литья по выплавляемым моделям методом «потерянного воска». В результате они отлично подходят для создания форм для большинства металлических 3D-украшений.
Принтер для моделирования расплавленного осаждения, такой как Ultimaker 2+, может печатать подробные рисунки размером до 20 микрон. Ultimaker 2+ — отличный выбор, если у ваших ювелирных украшений не так много функций. Это 3D-принтер высокого разрешения.
Принтер также можно использовать для создания 3D-моделей. Например, вы можете быстро сделать 3D-принты для ювелирных изделий. Чтобы представить их своим клиентам и позволить им решить, что они хотят, до того, как будет создан окончательный дизайн.
С принтером Ultimaker 2+ вы можете печатать 3D-украшения, используя различные типы нитей. Например, вы можете использовать пластики, смешанные с металлическими и деревянными веществами.
Смешанные нити производят высококачественные, блестящие украшения. Которые имеют сходные характеристики и блеск, демонстрируемый медью, серебром, медью и другими металлами.
Экзотические нити — отличный выбор, если вы хотите создавать современные украшения из таких материалов, как углеродное волокно или бамбук.
Ultimaker 2+ не сложен в освоении или управлении.
6 — XYZprinting Nobel 1.0A
Nobel 1.0 от фирмы xyzprinting был популярен, потому что это был дешевый SLA-принтер. Но, несмотря на дешевую цену, его характеристики получили неоднозначные отзывы. Некоторые люди любили это и думали, что это было хорошо. В то время как другие жаловались, что это не надежно.
Новое обновление получило высокую оценку, скорее всего, из-за сделанных улучшений.
Что нового?
Точность лазера 3D-принтера SLA была улучшена с 300 до 130 микрон. Программное обеспечение также было обновлено, чтобы улучшить визуализацию, что упрощает нарезку. Другие улучшения включают создание поддержки сборки, более быструю ориентацию и более высокую скорость печати.
Смола может быть проверена и увеличена принтером без вмешательства человека. В результате процесс чистый и плавный.
Точно так же, как Noble 1.0, размер сборки Noble 1.0A больше, чем у Form 2. Этого размера более чем достаточно, если вы хотите печатать украшения.
В настоящее время нелегко сказать, является ли этот принтер полностью надежным, потому что не многие из них были проданы. Тем не менее, с улучшениями, которые очевидны в новой модели, принтер выиграл по цене. Большинство клиентов дали хорошие отзывы о принтере Nobel 1.0A .
Доступный принтер SLA
Nobel 1.0A единственный принтер , который может бороться с Form 2 с точки зрения качества, на данный момент. Его низкая цена — одна из причин, по которой его покупают многие.
Принтер Form 2 стоит в три раза дороже Nobel 1.0A. Цена на Form 2 высока, потому что она производит отличные 3D-печатные украшения.
Все новости в наших группах: вконтакте, twitter, facebook
Огонь, SLA 3d принтер и медные сплавы / Хабр
Примерно полгода назад, после активной доработки напильником, SLA 3d принтер в нашем киевском хаклабе начал выдавать неплохие по качеству детальки. Пластик пластиком, но что действительно круто, так это иметь под рукой технологию, переводящую stl модель в металлический аналог. Поэтому следующий этап, который мы решили освоить — это получение металлических копий этих самых принтов. Кому интересны наши первые шаги в освоении этой технологии, прошу под кат. Внимание, много картинок!
Напомню: SLA 3d принтер печатает деталь послойной полимеризацией специальной УФ-чувствительной смолы с помощью лазера. В результате качество и детализация намного выше, чем у традиционных FDM принтеров. На данный момент наш самодельный зверь выдает вот такие вот результаты:
Технология изготовления металлических отливок по 3d принтам не нова и активно используется в ювелирном деле, стоматологии и других областях науки и техники. Тем не менее, информацию о каждом шаге приходится выуживать по крупицам из сети. В общих словах эти шаги следующие:
- Печать детали с использованием специальной смолы, которая может выгорать при высоких температурах.
- Деталь помещается в специальный металлический цилиндр, называемый опокой. Потом этот цилиндр заполняется гипсоподобной формомассой.
- После застывания формомассы — нагрев опоки до температуры возгорания полимера и выдерживание при ней, пока весь полимер не выгорит. Когда он выгорает, в опоке образуется полость, повторяющая геометрию нашей исходной модели.
- Заливка расплавленного металла в полость.
- Охлаждение, извлечение отливки + механическая обработка.
Этап первый: печать
Вообще говоря, кроме варианта с печатью модели из специального материала есть вариант изготовления мастер-модели из ювелирного воска (так называемая “восковка”). Этой технологии уже сотни лет и процесс хорошо отлажен. При прокаливании воск вытапливается, и образуется полость для заливки металла. А в случае с 3d печатью вместо воска у нас принт, и он просто выгорает. Здесь проявляется основное отличие выжигаемой смолы от традиционных — после выгорания почти не остается золы.
Цены на смолы, которые можно выжигать (маркируются как “castable”) оказались довольно кусачими, порядка 150 долларов за литр. Но на ebay была найдена смола производства турецкой компании sinertek за 60, плюс 20 долларов обошлась доставка в Киев.
Эта смола оказалась намного более капризной по сравнению с теми, которыми мы привыкли печатать — два раза принт был неудачным, и, к тому же, портил силиконовое покрытие кюветы. На третий раз при меньшей мощности лазера принт оказался успешным.
Не спрашивайте, почему мы выбрали шлем Железного человека и ажурную вазу в качестве первых моделей!
Этап второй: подготовка опоки
Чтобы металл затек в полость необходим специальный канал — литник. Мы просто приклеили кусочек тонкой пластиковой трубки на суперклей и закрепили модели вверх ногами в подставке из пластилина. Сверху потом вдавили куски стальной трубы (опоки). В результате вышел такой себе “стакан” с пластилиновым дном и стальными стенками.
Формомасса хоть и похожа внешне на гипс, на самом деле состоит из совсем других компонентов. Продается в магазинах для ювелиров. Очень важен порядок смешивания сухой формомассы с водой: формомассу в воду, а не наоборот — тогда не будет комков. После тщательного перемешивания ее необходимо завакуумировать, чтобы избежать застывших пузырьков газа на модели.
Этап третий: выжигание полимера
Сушка опок заняла пару дней, после этого из опок вынули пластилин, пластиковый литник и поставили прокаливаться в муфель. Профиль нагрева довольно хитрый: сначала несколько часов прогрев на 100 градусах, потом на 200, и самый большой период при температуре 780 градусов (этот профиль описан в инструкции к смоле). К тому же переход от одной температуры к другой должен быть плавным, чтобы не повредить опоку. Мы для нашего теста сделали немного сокращенный сценарий, прокалив 1 час при 100 градусах, 2 часа при 200 и 5 часов при 800 градусах. Скорее всего из-за этого ухудшился конечный результат — в следующий раз обязательно попробуем более тщательно подойти к делу.
Этап четвертый: литье
Для литья мы попробовали 2 металла. Один — серебро, другой — медный сплав, купленный все в том же магазине для ювелиров.
На самом деле металл не затечет в форму, если просто расплавить его. Этому мешает поверхностное натяжение металла и пленка шлаков на нем. Со шлаками можно справиться, если добавить флюс — буру. Для медного сплава дополнительно добавляется фосфористая медь.
Дальше с поверхностным натяжением можно бороться только физическими методами, а именно внешним давлением на металл. Тут несколько вариантов. Либо создавать вакуум снизу формы, в результате через микропоры в формомассе металл будет “всасываться” в полость. Либо использовать центробежные силы. Либо (наш последний вариант) попробовать создать избыточное давление сверху расплавленного металла. Первый способ требует наличия специальной вакуумной установки, второй — центрифуги, а третий требует специальной… Картошки. Да-да, половина картофелины сделает свое дело.
Принцип прост как дважды два. На раскаленную опоку с расплавленным металлом сверху плотно прижимается половина клубня картофеля. Вода, содержащаяся в нем, моментально вскипает и создает давление, которое вдавливает расплавленный металл в полость.
Вы видитите картошку? Нет? А она есть…
Вот такой грибок.
После охлаждения в воде получаем штуковины:
После обработки пескоструим и наждачной бумагой.
Итоги
Результат далек от идеала, поэтому мы планируем попробовать разные режимы печати и отжига, чтобы найти оптимальный. В этот раз мы резко переходили с 200 градусов на 800 при прокаливании опоки, что, возможно, привело к трещинам. Кроме того, медный сплав показал себя как-то странно и на поверхности отливки осталось много шлака. Так что поле для экспериментов тут большое.
Дисклеймер
Мы не волшебники, а только учимся, поэтому возможны неточности в терминологии, технологии и прочие казусы. Конструктивная критика приветствуется.
90000 Best Wax 3D Printer and Wax Filament [2020] 90001 90002 Last Updated on 90003 April 14, 2020 90004 90005 90006 Wax seems like the opposite of a good 3D printing material. Its defining property is how changeable it is, never quite hardening to settle into a definite shape, always moldable at the slightest push of a finger. 90005 90006 But, when we learned that you could, in fact, get great 3D printed objects from wax material and filament, we were very pleasantly surprised, even more so when we saw how easy it is if you have the right additive manufacturing equipment.We’re passing that knowledge on to you for your own personal enjoyment and use. 90005 90006 While most 3D printers CAN be modified for wax printing, some are better suited than others. To cut right to the chase, these are the best wax 3D printing options to produce optimal results … 90005 90012 Best Wax 3D Printers 90013 90002 These are the best 3D printers for wax: 90005 90016 90017 90018 Peopoly Phenom MSLA 3D Printer 90019: This is certainly a higher end unit (one of our favorites), but if you can swing the price, it’s the best option.As a resin-based 3D printer, it’s particularly adept with wax-like printing filaments. 90018 Recommended Wax Filament 90019: 90018 90023 MOLDLAY filament available here 90024 90019. 90026 90017 90018 Anycubic Photon 90019: This is more of a budget friendly option. Very capable, great value for the money. Espeically for this printer, we recommend invested in the PrintDry kit to rapidly dry to maintain structural integrity post printing. ALSO: 90023 some users report issues with the material not sticking to the smooth surface build plate.In this case, use 80 grit sandpaper to coarsen the build plate and smear a layer of resin (not WaxCast) onto the build platform as a surface finish, then expose to the sun for 5+ minutes. 90024 90018 Recommended Wax Filament 90019: 90018 90023 MakerJuice WaxCast resin 90024 90019. 90026 90017 90018 ELEGOO Mars UV 3D Printer 90019: This closed-end system is especially built for resin filament materials, including wax based filaments. The built-in UV photocuring means more stable finished products (without moisture to compromise build process).90018 Recommended Wax Filament 90019: 90023 90018 MakerJuice WaxCast resin 90019 90024. 90026 90049 90050 Best Wax 3D Printer Filament 90013 90002 So, you have a printer in mind, now what? These are the best wax filaments for 3D printing: 90005 90016 90017 90018 MOLDLAY Filament 90019: This is definitely THE best solution we’ve tested. It’s the most similar to pure wax, while optimally balanced for resin-based 3D printers. 90026 90017 90018 MakerJuice WaxCast 90019: For high quality resin wax-like printing, MakerJuice is another great option for casting with minimal residual ash.90026 90017 90018 Carbide Wax Block 90019: This is more suitable specifically for machining, although you can melt and infuse with different printing and cutting applications. 90026 90049 Use the PrintDry System with Flexible Filaments 90002 Quickly drying resin based filament is key to maintaining structural integrity.Particularly for wax-style filaments, we use this system to prevent ambient moisture from corrupting the filament. 90005 90002 We earn a commission if you click this link and make a purchase at no additional cost to you. 90005 90050 What is Wax Material? 90013 90006 In chemistry, the wax is defined as a simple lipid made from long-chain alcohols and fatty acids combining together.There is a variety of specific types of waxes found in nature, the most common being the type that bees secrete. 3D printing uses the castable resin form of wax, which means the extra material in the wax cures it to make it harden after being manipulated into its final shape. 90005 90006 Waxes can be naturally occurring or synthetic, but because additive manufacturing is necessary to guide waxes ‘behavior for fabrication purposes, 3D printing with wax tends to use the man-made stuff. So you will not be 3D printing with pure wax, but your finished objects will have very similar properties to it once you’re done.3 90005 90012 How do you 3D print with wax? 90013 90002 90005 90006 3D printing with wax can be slightly more involved than working with traditional filaments like ABS or PLA. There is also more than one way to 3D print with wax; we’ll discuss each in detail so you can decide which will work better for your needs. 90005 90016 90085 90018 Inkjet 3D printing with wax. 90019 First up is a 3D printing process that you will recognize as the most common type — the kind that uses filaments added onto themselves from an extruder from a programmed pattern to complete a finished object.This is the basis of additive 3D printing, and the concept for printing with wax is the same. However, the process of getting to that same end is different. Because wax is not firm enough to be spooled into the threadlike filaments you see with standard thermoplastics, it has to be heated and melted within the printer and then dripped onto the printer bed instead of fed through. 90026 90085 The most common sub-process of inkjet 3D printing with wax is called 90018 drop on demand manufacturing.90019 During this process, the material — in this case, wax — is deposited in tiny dots instead of a continuous line. DoD printers often have two extruder heads to supply the main printing material with dissolvable support material so that the final product can hold patterns with gaps and holes until the final object is hardened. 90026 90085 90018 Lost-wax casting 3D printing with wax. 90019 Another way to 3D print with wax involves using the wax as a mold — but not as an injection mold. Although that’s possible, that’s a very different process, and here we’re talking about the ability to make a wax mold that is printed in the exact shape of the object.This process is called lost-wax casting, and your first step is to create a 3D model of your object in your drafting software of choice. Then, you 3D print a wax model of the object. You cast a mold around the 3D wax model, and you melt the wax so that only the mold remains. Finally, you pour whatever surface finish material you want to use into the mold, let it harden, and dissolve the mold. A lot of fine jewelry makers in the jewelry industry use this process because it allows for one of the best levels of detail possible in 3D printing, and if any adjustments need to be made to the molds before the final step, it’s much easier to adjust on the computer and 3D print again than to manipulate the metal itself without damaging it.90026 90049 90006 Because its physical properties can shift more easily than materials rooted in firmer molecule bonds, you have to consider several general factors no matter which process you choose as your wax 3D printing preference. 90005 90006 So here are a few pros and cons to consider whether you’re looking to mold delicate metal shapes or just want to try wax as new material. 90005 90012 What are the pros of 3D printing with wax? 90013 90002 90005 90106 The finest layer of mold detail 90107 90002 Wax is most commonly used to create molds because of its stellar layer resolution of 0.025 mm. This is, frankly, the most amazing level of detail we’ve seen in 3D printing, especially in the area of molds and supportive materials. And when used as molds for intricate yet delicate products like printed jewelry, the metal that fills the mold takes all that detail with it to the final product, something you could never achieve with the lower layer resolution of pretty much every other 3D printing material. 90005 90106 No need for different supportive material 90107 90002 3D printers that can use wax can print two wax types at the same time to produce supportive bracing as well as the 3D printed object itself.They do this by printing the wax at two different temperatures; the wax that melts at the higher temperature, about 70 degrees Celsius, is used for the object itself, and the wax that melts at a lower temperature creates the supportive material that bridges gaps in the wax patterns until the initial wax hardens. Then the supportive wax is melted off. 90005 90106 Variations of color and properties 90107 90002 Wax is thought of as a uniform range of beiges, yellows, and browns, but you can find 3D printable waxes in all sorts of colors, including those you can not find in nature like neons.You can also find variations on wax’s general properties in different viscosities and different mixes of resin within the material to better suit the type of object or mold you want to create. 90005 90106 Easy melting points 90107 90002 Wax generally has a lower melting point than most other 3D printing materials. This makes it easier to use as a mold and supporting material, of course, since you can melt them off whatever they are upholding without worrying about melting the actual molded object itself.But it also means that wax 3D printers run cooler than other 3D printers, so you’re able to operate with a larger safety margin than polymers or thermoplastics that require extrusion temperatures over 100 degrees Celsius. 90005 90106 Insoluble in water 90107 90002 In nature, the wax is often excreted by leaves and other parts of plants to keep them from absorbing too much water in rainy areas of the world. Wax acts as a water protector for your 3D printing objects as well; it’s yet another reason why the material makes such a good mold.It does not dissolve in water, so if you need to use a water cooling process for molded metals before they’re ready to come out, the wax is the perfect way to hold the metal’s shape during that last step before breaking off of it easily to reveal the final product. 90018 90126 90019 90005 90012 What are the cons of 3D printing with wax? 90013 90106 The inherent instability of material 90107 90002 The biggest drawback of working with wax to make any sort of solid final object is that you will not be able to use untreated wax on its own without putting your object in major danger of destruction.Since pure wax is so malleable and has such a low melting point, it’s crucial to know how to work with resins, UV light vulcanization, or other firming techniques to make it stiffer. Look for 3D printers with built-in UV lights and potentially invest in a resin / machinable wax filament drying unit like the PrintDry system. 90005 90106 Temperature sensitive 90107 90002 Even with the assistance of finishing details such as these, the wax is difficult to use as material for a final product. It’s melting point is above room temperature by about 50 degrees Celsius, which sounds like a lot but can put your wax figures in more danger of warping if you are not able to control the temperature of the environment where you store them.90005 90106 Can not be extruded like spooled filaments 90107 90002 We’ve run across this trait in several other 3D printing materials, most notably chocolate and silicone, so wax is not the only thing that has to be melted into a liquid instead of threaded through an extruder. But this is worth mentioning as an extra burden on whoever is looking to 3D print with it. Inkjet 3D printing is just as developed and discussed as traditional extruding, but it’s not a great place for the first time 3D printing enthusiast to start.Although it does not mean learning a completely foreign skill, it does require a mastery of another branch of the process, so be prepared for that if you ever want to work with wax in a 3D printer. 90005 90106 Special equipment 90107 90002 This comes from the inkjet drop on demand process printing technology that best serves wax’s properties when 3D printing. We’ll discuss the specifics of what to look for to facilitate this below, but keep in mind this is a subsection of an already specialty process with the 3D printing world, so your ability to adjust to new things is crucial if you want to 3D print with wax.If you are not willing to invest in more equipment explicitly made for a drop on demand or at least inkjet 3D printing, you will not be able to get your wax to behave as it should. 3D printing with wax is an investment of both more time and money. 90018 90126 90019 90005 90012 What do I need to look for in a 3D printer that can work with wax? 90013 90002 90005 90006 Now that we’ve gone over the details of 3D printing with wax, let’s list what you need to look for in a printer that can handle this process.90005 90106 An inkjet or drop on demand 3D printing process. 90107 90002 Wax needs an additive process that will deposit it onto the printing bed, and both inkjet and drop on demand equipment can do that for you. They’re similar but not identical, so check the details on the specific printers you’re eyeing to see which one will work better for your needs. 90005 90106 An internal material heater is able to handle two temperatures at one time. 90107 90002 In its role as both a top-notch mold material and a support filament, wax can not be both at the same temperature.Therefore you need to make sure the 3D printer you’re looking at can warm up your main object / mold wax at a higher temperature than your support system wax; it’s totally possible to find equipment that will do this, and when you do, you’ll be rewarded by a superhuman ability to create details without a trace of all the background props needed for that level of work. 90005 90106 UV vulcanizing chamber and light. 90107 90002 Is this absolutely necessary to process 3D printing with wax? No. Is this a good way to ensure any finished products you want to 3D print in wax stiffen so they are not as prone to damage? Yes.Is this the part of the 3D printing process that is most likely to turn into a science fiction movie starring Tom Cruise? You bet! 90005 90106 Additional materials to use in your 3D printed wax molds. 90107 90002 Although you can 3D print wax objects to be their own thing, 3D printing with wax goes to the next level when you use it to create molds for other materials. We strongly recommend trying this method if you work with small to medium objects in materials that are difficult to detail on their own, like precious metals.You will be blown away by the results, and you’ll even be able to go pro if that’s something you’ve wanted to do but have not had the capacity to reach for until now. 90005 90012 Best Wax 3D Printing Services? 90013 90002 90005 90016 90085 Solidscape has a great variety of choices for you, no matter what kind of 3D printing process with wax you ultimately decide on. 90026 90085 Sculpteo print on demand services are an excellent alternative if you do not want to jump all in with your own 3D wax printing equipment.We understand — that can get expensive if you’re adding it to your current wares — and so does Sculpteo, so they’ll give you a taste on their own machines for less than setup costs for a new printer. 90026 90085 EnvisionTec is all business with its line of printers designed to help you print multiple molds for custom designed jewelry or dental work at once. Their machines get a bit pricey for hobbyists, but they can not be beaten for professionalism. 90026 90049 90006 Finding a 3D wax printer should not be a major hassle no matter what you want to use it for.Use these details to find your best fit! 90005 Use the PrintDry System with Flexible Filaments 90002 Quickly drying resin based filament is key to maintaining structural integrity. Particularly for wax-style filaments, we use this system to prevent ambient moisture from corrupting the filament. 90005 90002 We earn a commission if you click this link and make a purchase at no additional cost to you.90005 90190 Further Reading on Printing Materials and Applications 90107 .